


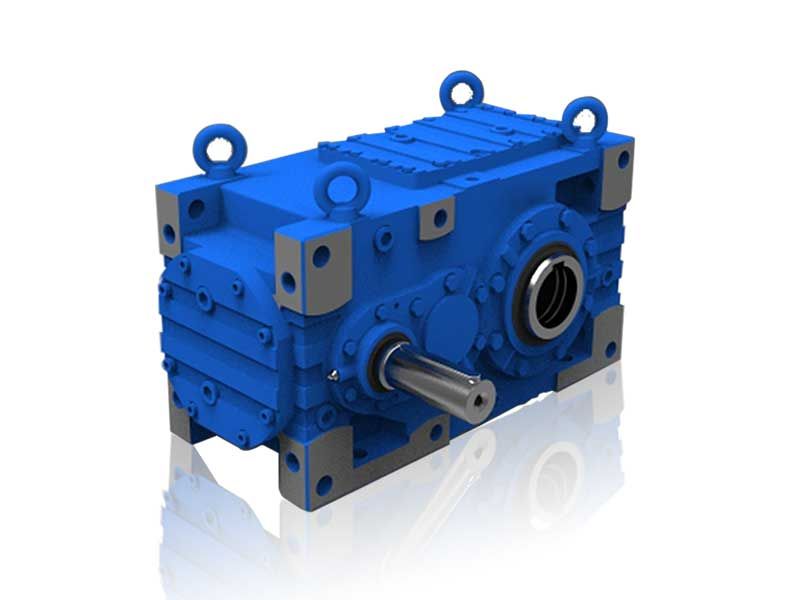

H4-SH12A acoplamiento n eupex Helical gear Reduction Box H4
In stock
SKU
H4-SH12A
$21,857.14
Flender/Flender Gear Units/Helical gear Reduction Box H4
evelopmentand testing of safetystandardalsosuitablefortreatmentoftoxic hazardous wastes. - Collection of experience in long-term operation concerning mechanical durability,corrosion Solid, pasty and liquid hazardous waste is carbonised in an indirectly heated rotary kiln at tem- peratures of to 7 ". The solid pyrolysis
hazardous waste is carbonised in an indirectly heated rotary kiln at tem- peratures of to 7 ". The solid pyrolysis  residue is discharged via water bath, while the resultant pyrobsis gas cooled to approx. 5 " in stages in two
residue is discharged via water bath, while the resultant pyrobsis gas cooled to approx. 5 " in stages in two  water-spray coolers and low- temperature cooler.Theoil condensates occurring are passed intotanksafterseparation ofthe aqueous condensates.The pyrolysis gas, cooled and purified of
water-spray coolers and low- temperature cooler.Theoil condensates occurring are passed intotanksafterseparation ofthe aqueous condensates.The pyrolysis gas, cooled and purified of  acid gas components, is incine- rated at 1,2 " in high-temperature combustion chamber. The wastewater from the con- densation and gas puri ication stages is organically polluted and is purified in wastewater purification plant. behaviour and service life of important items of equipment and materials. 3. Results During the trial operation, the process, the plant technology and the mode of operation were optimised tosuchan extentthattheenvironmentalcompatibilityoftheprocessandplanttech- nology could be roven. It should be noted that even hi hlytoxicsubstances, suchaspolychlo- rinated dioxins, trans and biphenyls are decomposecgby pyrolysis in the temperature range investigated (5O0Cto6O").Thus,theresultsoftheinvesti ations byProf.Hagenmeiercon- cerning the thermal decomposition of dioxins and furans alsorbed on flue dust under inert conditions were also confirmed in this application. The pyrolysis oils occurring durin pyrolysis of the wastes had, as expected, high content of aromatics and could be marketeiwithout problems, even under the new Directive on Hazar- dous Substances. The heavy oil and medium oil fractions only contained concentrations of 2 polychlorinated aromatics exceeding those permitted by the Directive on Hazardous Substan- ces in cases where wastes were used which were highly polluted with dioxins and furans. In these c
acid gas components, is incine- rated at 1,2 " in high-temperature combustion chamber. The wastewater from the con- densation and gas puri ication stages is organically polluted and is purified in wastewater purification plant. behaviour and service life of important items of equipment and materials. 3. Results During the trial operation, the process, the plant technology and the mode of operation were optimised tosuchan extentthattheenvironmentalcompatibilityoftheprocessandplanttech- nology could be roven. It should be noted that even hi hlytoxicsubstances, suchaspolychlo- rinated dioxins, trans and biphenyls are decomposecgby pyrolysis in the temperature range investigated (5O0Cto6O").Thus,theresultsoftheinvesti ations byProf.Hagenmeiercon- cerning the thermal decomposition of dioxins and furans alsorbed on flue dust under inert conditions were also confirmed in this application. The pyrolysis oils occurring durin pyrolysis of the wastes had, as expected, high content of aromatics and could be marketeiwithout problems, even under the new Directive on Hazar- dous Substances. The heavy oil and medium oil fractions only contained concentrations of 2 polychlorinated aromatics exceeding those permitted by the Directive on Hazardous Substan- ces in cases where wastes were used which were highly polluted with dioxins and furans. In these c| Model Type | Helical gear Reduction Box H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 1020.000000 |
| Ratio Range | 1 : 125…450 |
| Low Speed Output | Solid shaft with parallel key acc. to DIN 6885/1 |
| Nominal Torque | 78000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Oy |
| Country of Manufacture | Brunei |
| Data Sheet & Drawings | H4-SH12A acoplamiento n eupex Helical gear Reduction Box H4 |
Related Products




