

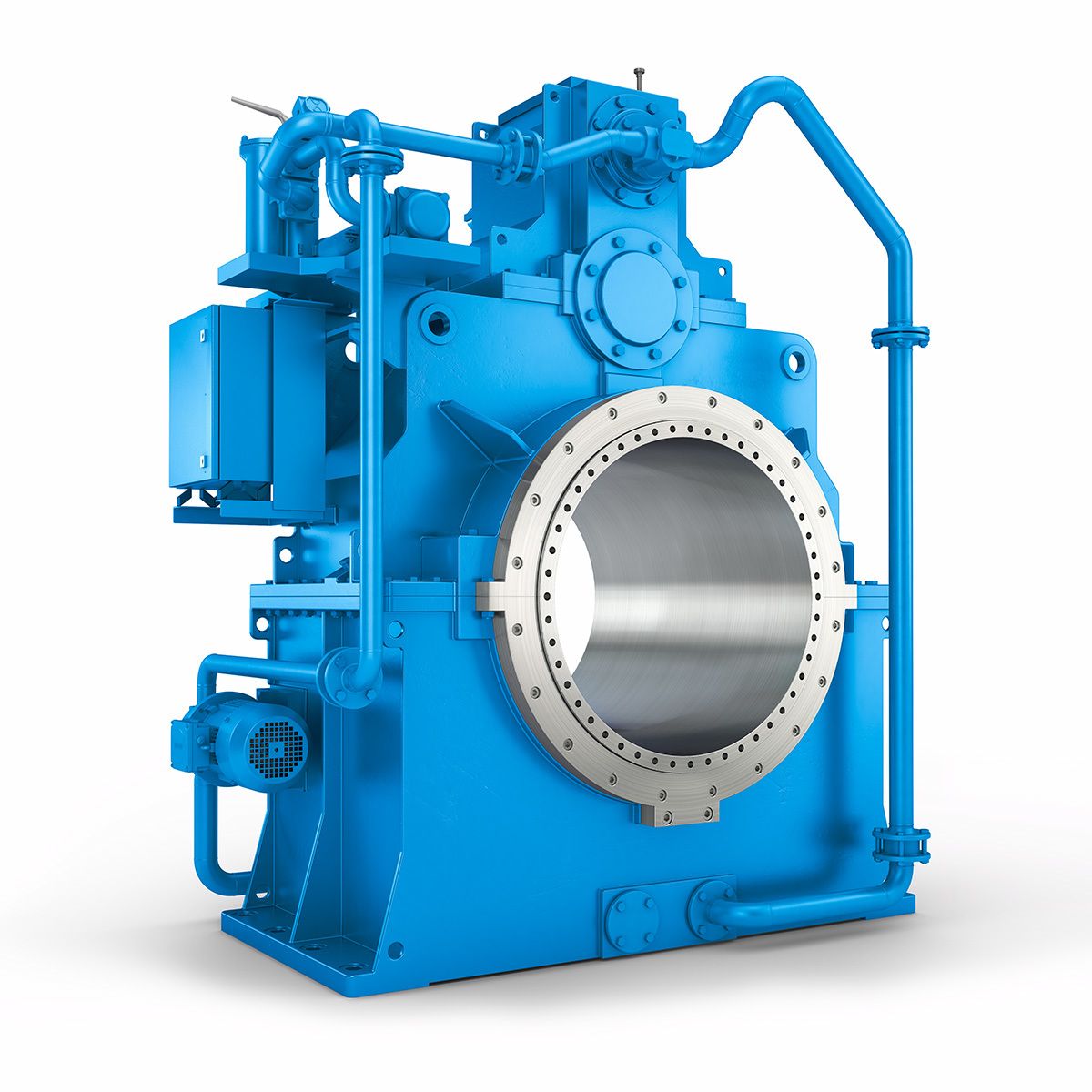




H3VH-19-C flender tengelykapcsoló Helical speed reduction gearboxes H3
In stock
SKU
H3VH-19-C
$143,571.43
Flender/Flender Gear Units/Helical speed reduction gearboxes H3
Completingmethod in other sectors. Completing This face milling method is applied for mass production. The pinion and wheel are produced by two-ank cuts which gave this method its name. Toothdepth is variable and tooth trace is circular arc. Lengthwise crowning
by two-ank cuts which gave this method its name. Toothdepth is variable and tooth trace is circular arc. Lengthwise crowning  is obtained bytilting the cutter, prole crowning by modifying machine kinematics and/or usingspherical tools. As the resulting slot widths of
is obtained bytilting the cutter, prole crowning by modifying machine kinematics and/or usingspherical tools. As the resulting slot widths of  the pinion and wheel are constant, the root and tip angles of the teeth depend on the chosen cutter diameter,
the pinion and wheel are constant, the root and tip angles of the teeth depend on the chosen cutter diameter,  and are not freely selectable. This method is characterized as duplex bevel (see Fig. 2.. Prole blades as well as stick blades are used in the face milling tools. The Completing2.1 Classication of Bevel Gears 1 method can be wet or dry cut. The hard nishing operation is usually grinding. This method is well established for ground gear sets in the automotive industry. Arcoid This face milling method, comparable to the 5-cut and Completing pro- cesses, produces bevel gear with tapered teeth and circular arc as tooth trace.Differences affect the type of cutters, the milling technologies and the additionalmotions originally used to modify the tooth anks. Only the so-called helicalmotion was employed (see Sect. 3.3.3 ), as this was the only additional motion the machines were equipped for. Wiener 2-trace Bevel gears produced according to this 2-trace method by Wiener have constant tooth depth and circular arc tooth traces. This single indexing method is used mainly as grinding operation in small series production. The term 2-trace derives from the fact that the convex and concave tooth anks of the pinion andwheel are each manufactured individually, using different tools and machinesettings. Therefore, in order to perform the operation as productively as possible,grinding machines destined for this method are provided with double spindlecarrying two grinding wheels. The pinion and the wheel are produced by gener-ating process, lengthwise crowning results fr
and are not freely selectable. This method is characterized as duplex bevel (see Fig. 2.. Prole blades as well as stick blades are used in the face milling tools. The Completing2.1 Classication of Bevel Gears 1 method can be wet or dry cut. The hard nishing operation is usually grinding. This method is well established for ground gear sets in the automotive industry. Arcoid This face milling method, comparable to the 5-cut and Completing pro- cesses, produces bevel gear with tapered teeth and circular arc as tooth trace.Differences affect the type of cutters, the milling technologies and the additionalmotions originally used to modify the tooth anks. Only the so-called helicalmotion was employed (see Sect. 3.3.3 ), as this was the only additional motion the machines were equipped for. Wiener 2-trace Bevel gears produced according to this 2-trace method by Wiener have constant tooth depth and circular arc tooth traces. This single indexing method is used mainly as grinding operation in small series production. The term 2-trace derives from the fact that the convex and concave tooth anks of the pinion andwheel are each manufactured individually, using different tools and machinesettings. Therefore, in order to perform the operation as productively as possible,grinding machines destined for this method are provided with double spindlecarrying two grinding wheels. The pinion and the wheel are produced by gener-ating process, lengthwise crowning results fr| Model Type | Helical speed reduction gearboxes H3 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 6700.000000 |
| Ratio Range | 1 : 22.4…90 |
| Low Speed Output | Solid shaft with parallel key acc. to DIN 6885/1 with reinforced spigot |
| Nominal Torque | 300000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Siemens Industriegetriebe GmbH, Penig |
| Country of Manufacture | Hungary |
| Data Sheet & Drawings | H3VH-19-C flender tengelykapcsoló Helical speed reduction gearboxes H3 |
Related Products



