



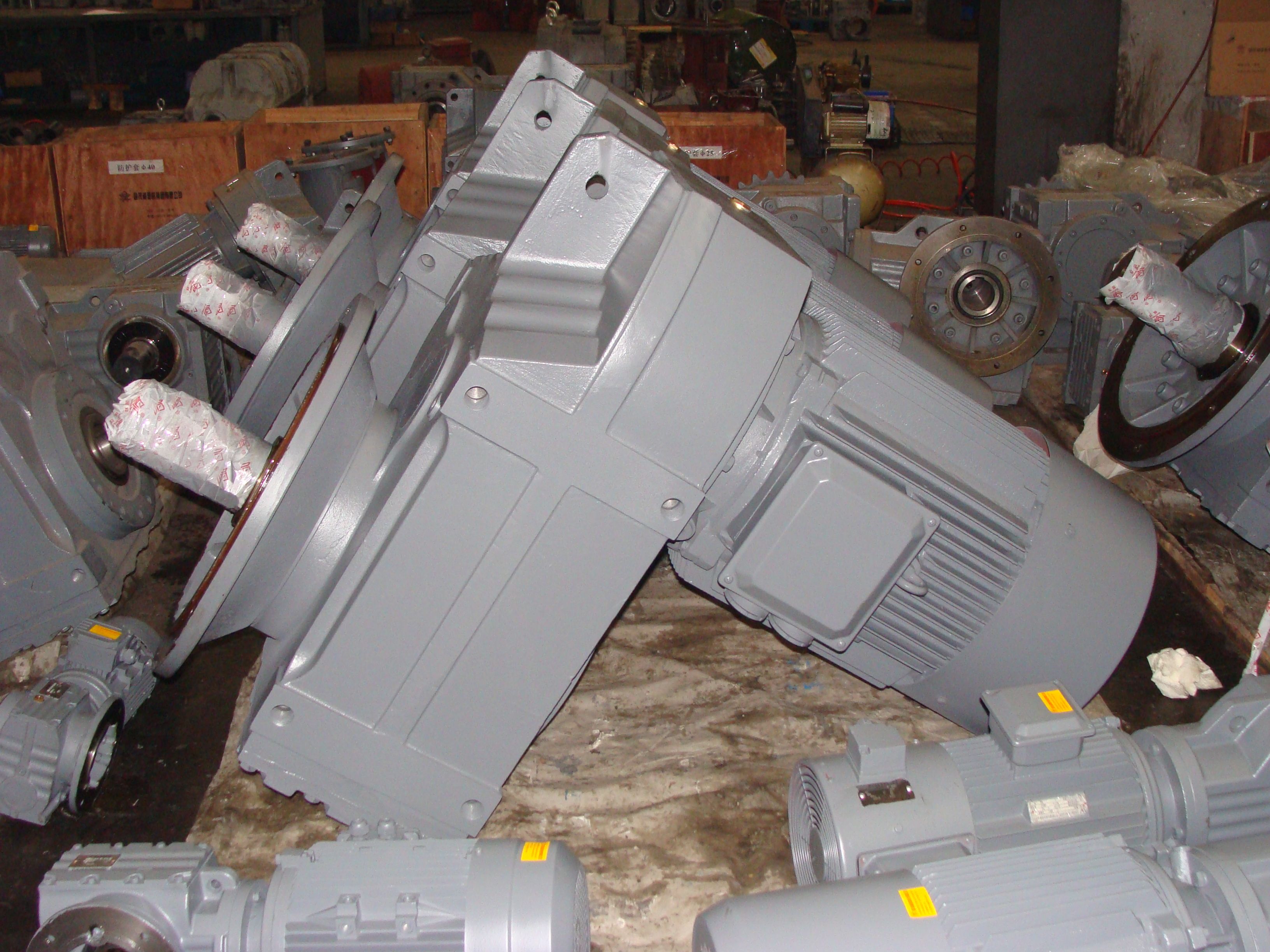


Bevel-helical gear boxes B2 gh speed shaft HSS of the gear unit and apply to B2-HH14-B
In stock
SKU
B2-HH14-B
$97,714.29
Flender/Flender Gear Units/Bevel-helical gear boxes B2
move the contact zone from the starting position to an extreme position and back. It can be enteredseparately for each of the extreme positions. Reference values of 1.5 per0.1 mm of displacement can be used for gears cut with medium
of the extreme positions. Reference values of 1.5 per0.1 mm of displacement can be used for gears cut with medium  to large toolradii, or 0.8.5 for small tool radii. Dwell time can be included at any desired point to increase
to large toolradii, or 0.8.5 for small tool radii. Dwell time can be included at any desired point to increase  material removal. 6.6.5 Using Lapping to Change Running Properties The tooth ank topography of the pinion and wheel changes due
material removal. 6.6.5 Using Lapping to Change Running Properties The tooth ank topography of the pinion and wheel changes due  to uneven material removal. In typical automotive lapping process, lengthwise crowning is reducedby 3 % and prole crowning by 5 %. Besides reducing ank crowninglapping typically leads to bias-in behavior being advantageous for the runningproperties (see Sect. 3.4.3 ). Lapping usually reduces transmission error by 6 %. At the middle of the tooth, material removal is about 5 per tooth ank, which enlarges the contact pattern.6.6 Lapping 2 Roughness attained by lapping fundamentally depends on grain size and lapping time. As reference, roughness zin the order of 6 can be attained using 2 grain. Surface structure is oriented in the sliding direction, which can have advantages for efciency. References [BART0] Barth, .: Fra sen, Fliepressen und Sintern von Kegelra dern fu Power Tools Ein Wettbewerb der Technologien. Innovation rund ums Kegelrad ( [CZEN0] Czenkusch, .: Technologische Untersuchungen und Prozessmodelle zum Rundschleifen. Dissertation, Universita Hannover ( [DEGN0] Degner, .: Spanende Formung. Theorie, Berechnung, Richtwerte. Carl Hanser Verlag, Mu nchen ( [DIN-EN1] DIN-EN 1, Ausgabe 1-0: Begriffe der Wa rmebehandlung von Eisenwerkstoffen ( [FEPA0] FEPA: FEPA-Standard 4-1. FLENDER GRAFFENSTADEN fepea-abrasives.org ( [GIES0] Giemann, .: Wa rmebehandlung von Verzahnungsteilen. Expert, Renningen ISBN3-8-1-6 ( [HOFM3] Hofmannn, .: Gleason Spiralkegelra der. Springer, Berlin ( [KLOC0] Klocke, .; Ko nig, .: Fertigungsverfahren Band 2 Schleifen, Honen, Lappen. 4. Au. VDI, Du sseldorf ( [KREN9]
to uneven material removal. In typical automotive lapping process, lengthwise crowning is reducedby 3 % and prole crowning by 5 %. Besides reducing ank crowninglapping typically leads to bias-in behavior being advantageous for the runningproperties (see Sect. 3.4.3 ). Lapping usually reduces transmission error by 6 %. At the middle of the tooth, material removal is about 5 per tooth ank, which enlarges the contact pattern.6.6 Lapping 2 Roughness attained by lapping fundamentally depends on grain size and lapping time. As reference, roughness zin the order of 6 can be attained using 2 grain. Surface structure is oriented in the sliding direction, which can have advantages for efciency. References [BART0] Barth, .: Fra sen, Fliepressen und Sintern von Kegelra dern fu Power Tools Ein Wettbewerb der Technologien. Innovation rund ums Kegelrad ( [CZEN0] Czenkusch, .: Technologische Untersuchungen und Prozessmodelle zum Rundschleifen. Dissertation, Universita Hannover ( [DEGN0] Degner, .: Spanende Formung. Theorie, Berechnung, Richtwerte. Carl Hanser Verlag, Mu nchen ( [DIN-EN1] DIN-EN 1, Ausgabe 1-0: Begriffe der Wa rmebehandlung von Eisenwerkstoffen ( [FEPA0] FEPA: FEPA-Standard 4-1. FLENDER GRAFFENSTADEN fepea-abrasives.org ( [GIES0] Giemann, .: Wa rmebehandlung von Verzahnungsteilen. Expert, Renningen ISBN3-8-1-6 ( [HOFM3] Hofmannn, .: Gleason Spiralkegelra der. Springer, Berlin ( [KLOC0] Klocke, .; Ko nig, .: Fertigungsverfahren Band 2 Schleifen, Honen, Lappen. 4. Au. VDI, Du sseldorf ( [KREN9]| Model Type | Bevel-helical gear boxes B2 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 4560.000000 |
| Ratio Range | 1 : 6.3…22.4 |
| Low Speed Output | Hollow shaft with keyway acc. to DIN 6885/1 |
| Nominal Torque | 101000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Ibérica S.A. |
| Country of Manufacture | Ukraine |
| Data Sheet & Drawings | Bevel-helical gear boxes B2 gh speed shaft HSS of the gear unit and apply to B2-HH14-B |
Related Products


