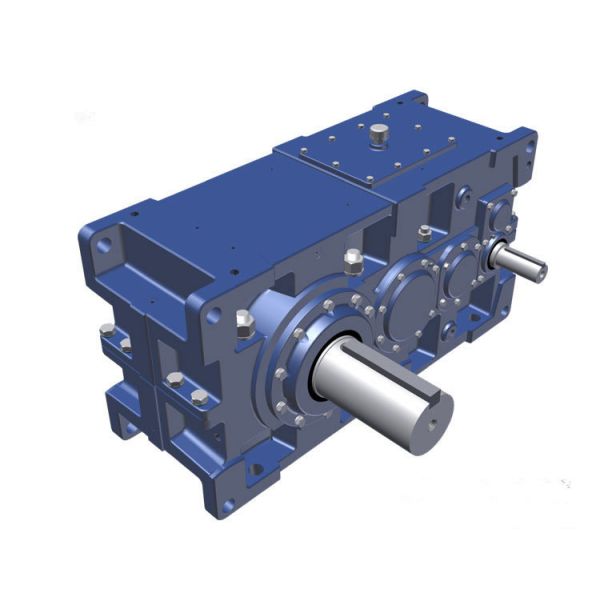
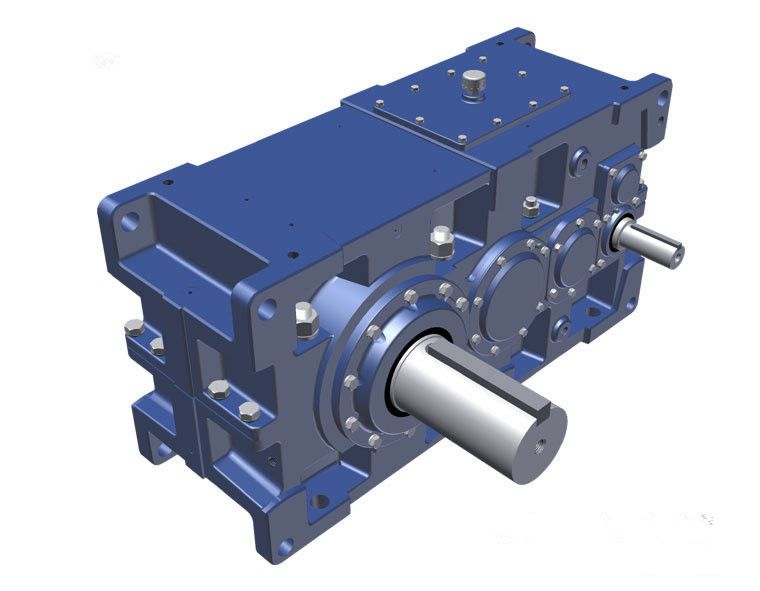




Bevel-helical gear units B2 ding to the following formula J iN J The mass B2-HH-13-D
In stock
SKU
B2-HH-13-D
$83,035.71
Flender/Flender Gear Units/Bevel-helical gear units B2
mounting accuracy of the blades in the cutter head is adequate for roughing; for nishing, the blades can be adjusted radially in the cutter head without affecting tip height; prole blades can be reground in the cutter head Fig. 6.3
radially in the cutter head without affecting tip height; prole blades can be reground in the cutter head Fig. 6.3  Principle of relief ground prole blade2 6 Manufacturing Process Disadvantages of prole blades: cost of the prole blades; small number
Principle of relief ground prole blade2 6 Manufacturing Process Disadvantages of prole blades: cost of the prole blades; small number  of possible regrinds compared to stick blades; high effort for radial adjustment of the blades; only the anks remain coated,
of possible regrinds compared to stick blades; high effort for radial adjustment of the blades; only the anks remain coated,  not the front face; no cemented carbide blades available for dry cutting; no modication of the cutting edge geometry is possible in order to optimize the contact pattern Cutter head with prole blades for the -method The tool for this cutting method (see Sect. 2. is highly rigid single-piece cutter head holding three HSS blades per group, comprising pre-cutter, inner cutter and outer cutter blade. Theseprole blades are standardized and for each cutter head size, they are designed forpressure angles of 1.5 /C1/2/C1/2.5/C1or 2/C1and for three different module ranges. There are four different cutter head designs available, in which the angle between two consecutive blades differs. Different lengthwise crowning can be achieved by selecting adequate cutter heads for the pinion and wheel. Changing the anglebetween consecutive blades alters the tooth thickness. To compensate this, therelevant blade is shifted radially. This generates different lengthwise curvatureof the tooth ank and, in combination with the mating ank, changed lengthwisecrowning. The radial settings of the individual blades are adjusted by means ofwedge plates and setscrew, and the tip height of the blades is adjusted by anothersetscrew. Zyklo-Palloid cutter head In this case, two-part cutter head with HSS prole blades is used (see Sect. 2.. In general, these cutter heads are applicable for pinions and wheels, irrespective of the hand of spiral. They carry three or four blades per group with one or two middl
not the front face; no cemented carbide blades available for dry cutting; no modication of the cutting edge geometry is possible in order to optimize the contact pattern Cutter head with prole blades for the -method The tool for this cutting method (see Sect. 2. is highly rigid single-piece cutter head holding three HSS blades per group, comprising pre-cutter, inner cutter and outer cutter blade. Theseprole blades are standardized and for each cutter head size, they are designed forpressure angles of 1.5 /C1/2/C1/2.5/C1or 2/C1and for three different module ranges. There are four different cutter head designs available, in which the angle between two consecutive blades differs. Different lengthwise crowning can be achieved by selecting adequate cutter heads for the pinion and wheel. Changing the anglebetween consecutive blades alters the tooth thickness. To compensate this, therelevant blade is shifted radially. This generates different lengthwise curvatureof the tooth ank and, in combination with the mating ank, changed lengthwisecrowning. The radial settings of the individual blades are adjusted by means ofwedge plates and setscrew, and the tip height of the blades is adjusted by anothersetscrew. Zyklo-Palloid cutter head In this case, two-part cutter head with HSS prole blades is used (see Sect. 2.. In general, these cutter heads are applicable for pinions and wheels, irrespective of the hand of spiral. They carry three or four blades per group with one or two middl| Model Type | Bevel-helical gear units B2 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 3875.000000 |
| Ratio Range | 1 : 5…18 |
| Low Speed Output | Hollow shaft with keyway acc. to DIN 6885/1 |
| Nominal Torque | 81100 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender France S.A.R.L. |
| Country of Manufacture | Germany |
| Data Sheet & Drawings | Bevel-helical gear units B2 ding to the following formula J iN J The mass B2-HH-13-D |
Related Products

