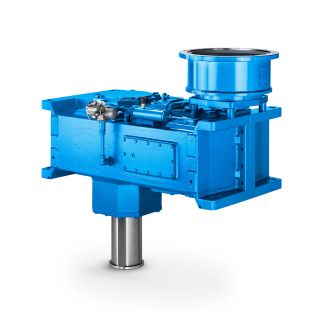


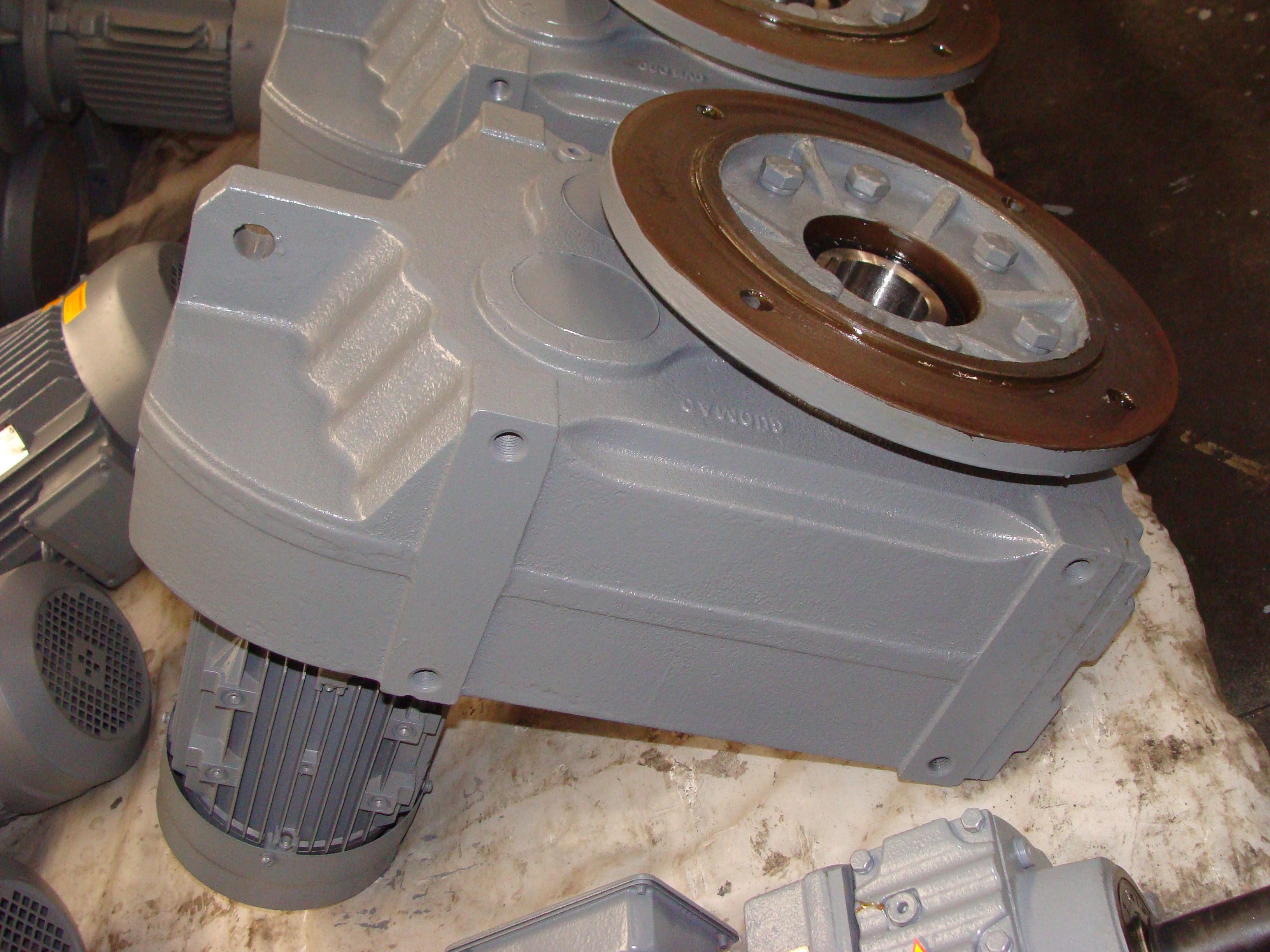



Helical speed reduction gearbox H4 siblePGB kW see page f Gear unit with fan c H4-FH-27-D
In stock
SKU
H4-FH-27-D
$345,000.00
Flender/Flender Gear Units/Helical speed reduction gearbox H4
knowledge regarding how to set and operate the mills with individual drives is very limited. This paper describes tests made with complete tandem (four mills) driven by electro-hydraulic independent drives. The first mill wa driven at constant top roll speed,
with complete tandem (four mills) driven by electro-hydraulic independent drives. The first mill wa driven at constant top roll speed,  and the feeding was adjusted automatically to eep the chute level within the determined range. The rest of the mills
and the feeding was adjusted automatically to eep the chute level within the determined range. The rest of the mills  were automati cally changing speed, keeping the chute level of the corresponding mills within the pre- established range. Three scenarios
were automati cally changing speed, keeping the chute level of the corresponding mills within the pre- established range. Three scenarios  were analysed in the first tests: speed ratio between side and top rolls vari ed to keep the same pressure in all hydra ulic systems (torque distribution 5, 2, 2% between top, cane and bagasse rolls respectively), speed ratio to eep the same peripheral speed for each roll and rotational speed ratio equal to 1 as is often the case with onventional drives. For each scenario, the torque and power distribution were measured. The main conclusions found were that the total torque required doesnt depend on the speed of the mill for constant mill pressure and that the distribution of the torque in the four-roll mill can be 5, 2, 2 for higher speed of the cane roll and lower speed of the ba gasse roll than the top roll speed. This scenario is best from mechanical and operational point of view. Introduction The term Individual direct drives refers to the separate propulsion of each mill roll by drive placed directly on the shaft of each roll. The first mill drive using this method was reported in Cuba (Abon, where the torque distribution between the rolls, depend ing on the relative speeds of the side rolls compared to the top roll, was presented. This installation was the result of the colla boration of MINAZ (Minis try of Sugar) and the Hgglunds company, starting with the introduction of the first high to rque hydraulic motors in Cuba in 1. For that first installation, the drive was formed by combining Hagglunds hydraulic motors wi
were analysed in the first tests: speed ratio between side and top rolls vari ed to keep the same pressure in all hydra ulic systems (torque distribution 5, 2, 2% between top, cane and bagasse rolls respectively), speed ratio to eep the same peripheral speed for each roll and rotational speed ratio equal to 1 as is often the case with onventional drives. For each scenario, the torque and power distribution were measured. The main conclusions found were that the total torque required doesnt depend on the speed of the mill for constant mill pressure and that the distribution of the torque in the four-roll mill can be 5, 2, 2 for higher speed of the cane roll and lower speed of the ba gasse roll than the top roll speed. This scenario is best from mechanical and operational point of view. Introduction The term Individual direct drives refers to the separate propulsion of each mill roll by drive placed directly on the shaft of each roll. The first mill drive using this method was reported in Cuba (Abon, where the torque distribution between the rolls, depend ing on the relative speeds of the side rolls compared to the top roll, was presented. This installation was the result of the colla boration of MINAZ (Minis try of Sugar) and the Hgglunds company, starting with the introduction of the first high to rque hydraulic motors in Cuba in 1. For that first installation, the drive was formed by combining Hagglunds hydraulic motors wi| Model Type | Helical speed reduction gearbox H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 16100.000000 |
| Ratio Range | 1 : 100…355 |
| Low Speed Output | Flanged shaft |
| Nominal Torque | 1230000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Limited. |
| Country of Manufacture | United Arab Emirates |
| Data Sheet & Drawings | Helical speed reduction gearbox H4 siblePGB kW see page f Gear unit with fan c H4-FH-27-D |
Related Products