
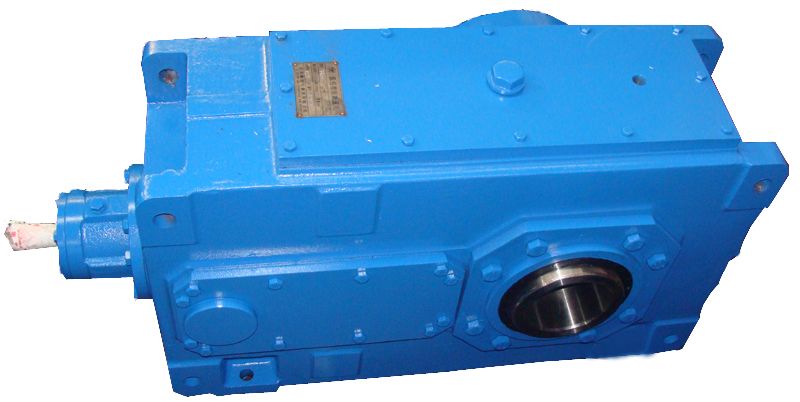


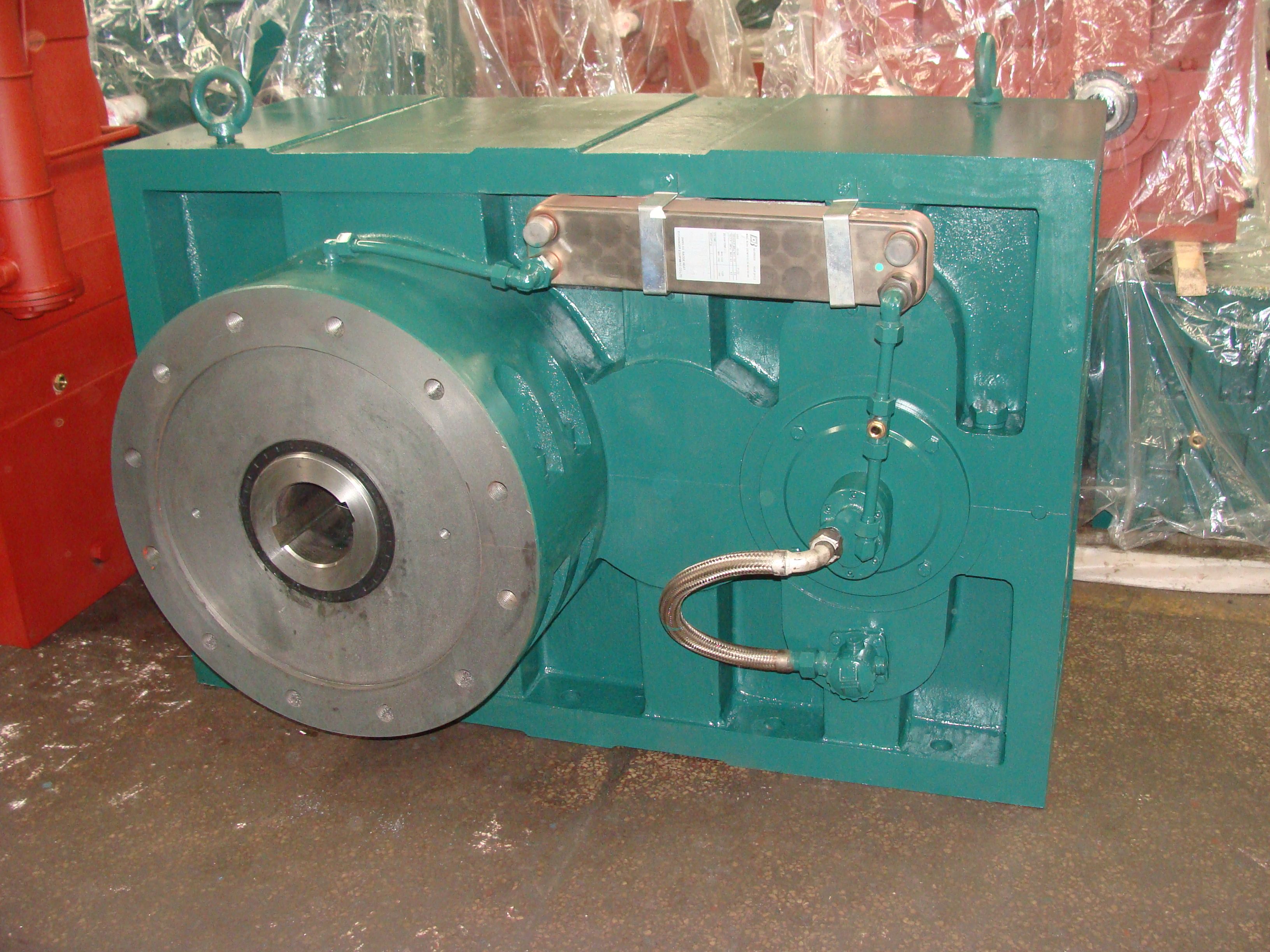


Flender/Flender Gear Units/Helical gear boxes H3
ding method. After gas cutting, oxides shall be removed by chipping or grinding. 1.7.2 Cleaning ) The ends to be welded shall be properly cleaned to remove pa int, oil, greases, rust, oxides, sand, earth and other foreign matter. The
welded shall be properly cleaned to remove pa int, oil, greases, rust, oxides, sand, earth and other foreign matter. The  ends sh all be 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU,
ends sh all be 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU,  DELHI DOCUMENT NO. Page 2 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 completely
DELHI DOCUMENT NO. Page 2 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 completely  dry before the welding commences. ) On completion of each run, craters, welding irregularities, slag etc., shall be removed by grinding and chiseling. Wire brushes used for cleaning stainless steel joints shall have stainless steel wires and the grinding wheels used for grinding stainless steel shall be of suitable type. Separate grinding wheels and wire brushes should be used for carbon steels and stainless steels. 1.8 Alignment and Spacing ) Prior to alignment, the contractor shall inspect the pipe ends inside and outside for damage, dents, laminations etc. Pipe for welding shall be et up correctly spaced. Temporary attachment of any kind shall not be welded. Every effort shall be made to reduce misalignment by the use of clamp and ro tation of pipes to the best fit. For pipes of same nominal wall thickness , the off set should not exceed 1.6mm. Any branch connections sleeve shall be at least 1mm from any other weld. The welds for fitting shall be so lo cated that top of the weld shall not come within 5mm of any other weld. The use of internal te 1 0 " . , in case where it is impossible to use internal line up clamp, external line up clamp may be used. ) Tack welds, for maintaining the alignment, of pipe joints shall be made only by qualified welders using approved WPS. Since the tack welds beco me part of the final weldment they shall be executed carefully and shall be fr ee from defects. Defective tack welds must be removed
dry before the welding commences. ) On completion of each run, craters, welding irregularities, slag etc., shall be removed by grinding and chiseling. Wire brushes used for cleaning stainless steel joints shall have stainless steel wires and the grinding wheels used for grinding stainless steel shall be of suitable type. Separate grinding wheels and wire brushes should be used for carbon steels and stainless steels. 1.8 Alignment and Spacing ) Prior to alignment, the contractor shall inspect the pipe ends inside and outside for damage, dents, laminations etc. Pipe for welding shall be et up correctly spaced. Temporary attachment of any kind shall not be welded. Every effort shall be made to reduce misalignment by the use of clamp and ro tation of pipes to the best fit. For pipes of same nominal wall thickness , the off set should not exceed 1.6mm. Any branch connections sleeve shall be at least 1mm from any other weld. The welds for fitting shall be so lo cated that top of the weld shall not come within 5mm of any other weld. The use of internal te 1 0 " . , in case where it is impossible to use internal line up clamp, external line up clamp may be used. ) Tack welds, for maintaining the alignment, of pipe joints shall be made only by qualified welders using approved WPS. Since the tack welds beco me part of the final weldment they shall be executed carefully and shall be fr ee from defects. Defective tack welds must be removed| Model Type | Helical gear boxes H3 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 22700.000000 |
| Ratio Range | 1 : 22.4…90 |
| Low Speed Output | Solid shaft without parallel key |
| Nominal Torque | 1230000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Flender Industriegetriebe GmbH |
| Country of Manufacture | Germany |
| Data Sheet & Drawings | Helical gear boxes H3 flender korea H3-CV27-B |
Related Products




