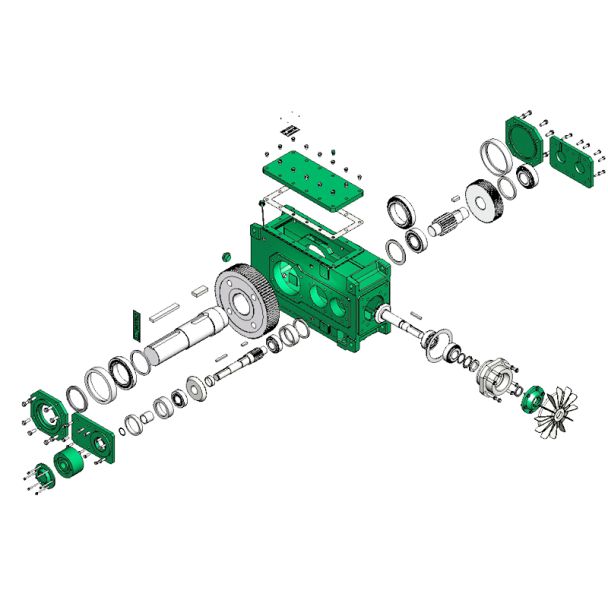






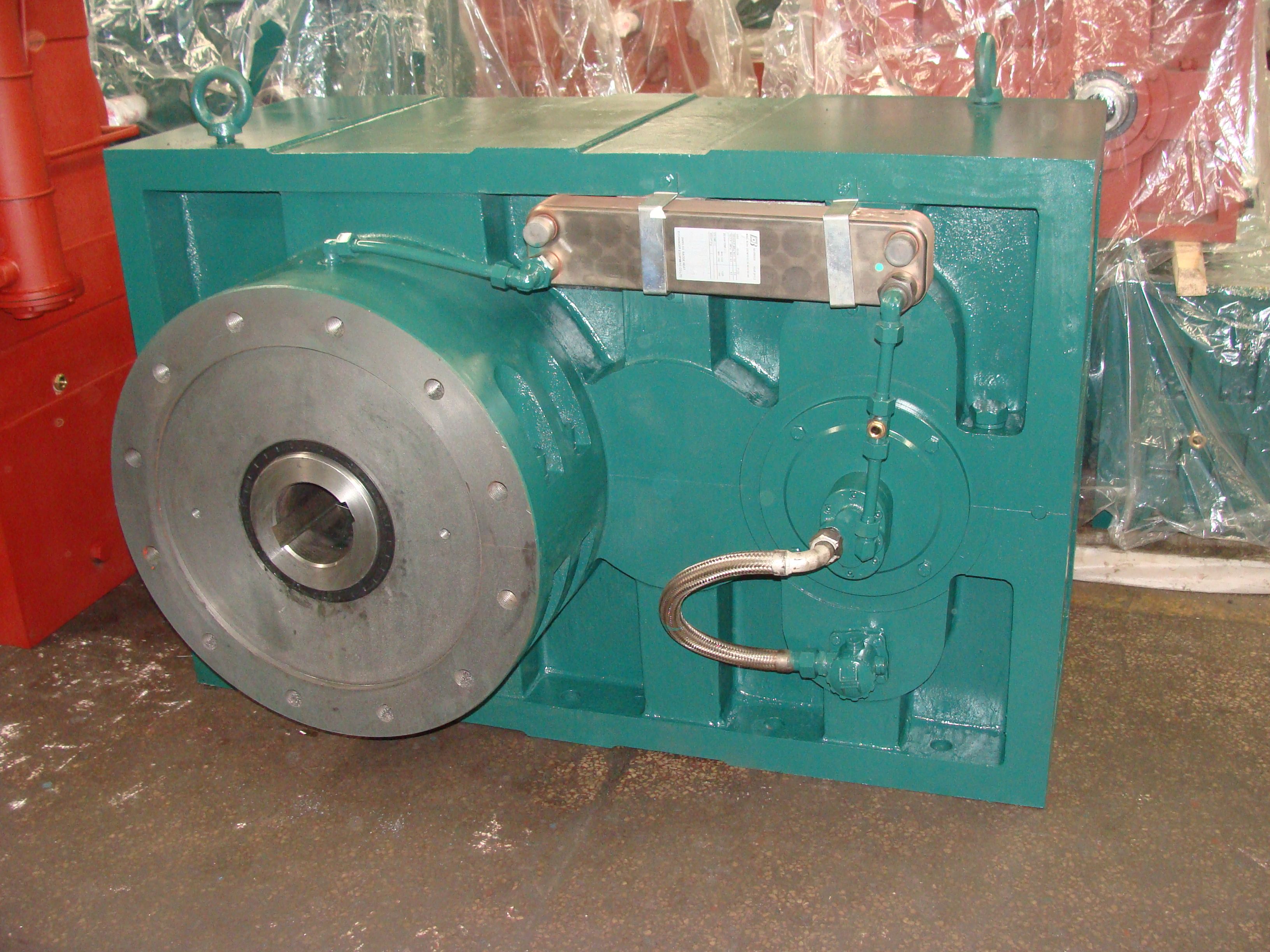
Helical speed reducers H3 flender iberica H3-CV-27-D
In stock
SKU
H3-CV-27-D
$486,428.57
Flender/Flender Gear Units/Helical speed reducers H3
ding wheel and, hence, the surface roughness of the tooth anks which is achieved, can be inuenced by varying the dressing parameters. Dressing is carried out once or twice per work piece during the process. To improve surface quality and
dressing parameters. Dressing is carried out once or twice per work piece during the process. To improve surface quality and  pitch accuracy, the wheel is not dressed at the very lastor the next to last few cycles in multi-cycle operation.
pitch accuracy, the wheel is not dressed at the very lastor the next to last few cycles in multi-cycle operation.  Dressing Tool Vitried bonded grinding wheels in CNC controlled bevel gear grinding machines are proled almost exclusively with rotating dresser
Dressing Tool Vitried bonded grinding wheels in CNC controlled bevel gear grinding machines are proled almost exclusively with rotating dresser  roll. As analternative, stationary dressing tool (monocrystalline diamond) can be employed.The diamond attains better surface qualities owing to the low contact ratio. However,the higher wear on the monocrystalline diamond, inherent to the system, means thatform deviations occur on the proled grinding wheel after short period of operation. Diamond dresser rolls with the geometry shown in Fig. 6.2 are generally used in bevel gear grinding. The diameter, , of the dresser roll depends on the diameter of the grinding wheel which is to be dressed; diameters, , from 3 to 1 mm are common. The edge radius, , of the diamond roll is determined by the individual application, and is usually between 0.1 mm and 6 mm.Table 6.6 Calculating the oil discharge speed velocity oil Designation Formula No. Oil discharge velocityvoil/C1 2/C1p (6. coefcient of friction of the liquid density of the oil ppressure in the supply line6.5 Grinding Spiral Bevel Gears 2 The types of diamond used in the coating differ fundamentally in structure, and may be classied as follows (Table 6.: Diamond dresser rolls are manufactured using direct (positive) process or reverse (negative) one. In the positive process, proled body is coated with diamonds, usually arranged irregularly. The bond material is nickel. An advantage of tools manufactured in the positive process is that they can be re-coated. In the negative process, high precision moulds of metal or graphite are used, in which the diamonds are incorpo
roll. As analternative, stationary dressing tool (monocrystalline diamond) can be employed.The diamond attains better surface qualities owing to the low contact ratio. However,the higher wear on the monocrystalline diamond, inherent to the system, means thatform deviations occur on the proled grinding wheel after short period of operation. Diamond dresser rolls with the geometry shown in Fig. 6.2 are generally used in bevel gear grinding. The diameter, , of the dresser roll depends on the diameter of the grinding wheel which is to be dressed; diameters, , from 3 to 1 mm are common. The edge radius, , of the diamond roll is determined by the individual application, and is usually between 0.1 mm and 6 mm.Table 6.6 Calculating the oil discharge speed velocity oil Designation Formula No. Oil discharge velocityvoil/C1 2/C1p (6. coefcient of friction of the liquid density of the oil ppressure in the supply line6.5 Grinding Spiral Bevel Gears 2 The types of diamond used in the coating differ fundamentally in structure, and may be classied as follows (Table 6.: Diamond dresser rolls are manufactured using direct (positive) process or reverse (negative) one. In the positive process, proled body is coated with diamonds, usually arranged irregularly. The bond material is nickel. An advantage of tools manufactured in the positive process is that they can be re-coated. In the negative process, high precision moulds of metal or graphite are used, in which the diamonds are incorpo| Model Type | Helical speed reducers H3 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 22700.000000 |
| Ratio Range | 1 : 22.4…90 |
| Low Speed Output | Solid shaft without parallel key |
| Nominal Torque | 1230000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Flender Bocholt |
| Country of Manufacture | Greece |
| Data Sheet & Drawings | Helical speed reducers H3 flender iberica H3-CV-27-D |
Related Products