
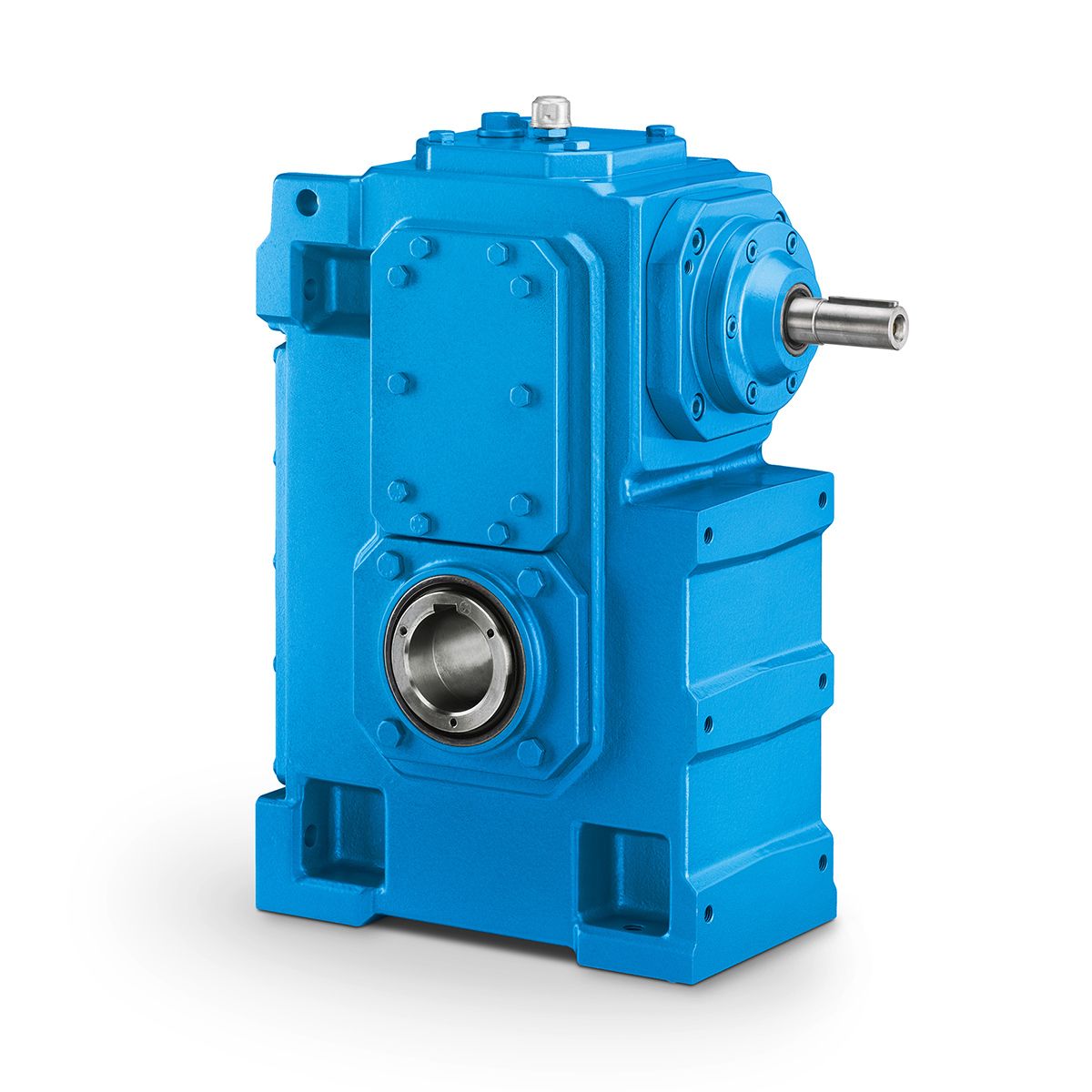






Bevel-helical gear Reduction Boxes B4 units can nevertheless be designed with an optio B4-HH-15-D
In stock
SKU
B4-HH-15-D
$77,785.71
Flender/Flender Gear Units/Bevel-helical gear Reduction Boxes B4
tion of all welds shall be carried out by COMPANY as per the latest editions of the applicable codes and specifications. All finished welds shall be visually inspected for parallel and axial alignment of the work, excessive reinforceme nt, concavity
specifications. All finished welds shall be visually inspected for parallel and axial alignment of the work, excessive reinforceme nt, concavity  of welds, shrinkage, cracks, under cuts, dimensions of the weld, surface porosity and other surface defects. Under-cutting adjacent to the
of welds, shrinkage, cracks, under cuts, dimensions of the weld, surface porosity and other surface defects. Under-cutting adjacent to the  completed weld shall not exceed the limits specified in the applicable standard/ code. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON
completed weld shall not exceed the limits specified in the applicable standard/ code. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON  LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU, DELHI DOCUMENT NO. Page 2 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 1.1.5 Non-destructive Examination nation using -ray radiography as detailed in Annexure-4. Radiographic examination of one hundred percent (1%) girth welds will be required by the COMPANY. Welds shall meet the standards of acceptability as set forth in API 1 and as per the requirements lai in subsequent paragraphs. The CONTRACTOR shall make all the arrangements for the radiog raphic examination of work covered by this specification at his expense. The COMPANY will review all the radiographs of welds and inform the CONTRACTOR regarding unacceptable welds. The decision of the COMPANY shall be final and binding in this regard. All requirements mentioned in the specification shall be arra nged and executed by the CONTRACTOR through his own resources. In addition, for pipes wi th wall thickness 9.5mm and above, ultrasonic inspection is required in the follo wing cases as per Annexure-3 of this specification. ) On the first 1 welded joints corresponding to each autom atic (GTAW/ GMAW) welding procedure used. ) When 2mm or more are cut from the pipe end as supplied, he ends shall be ultrasonically inspected for an additional length of 2mm to ensure no lamination exist. ) When welds are repaired. ) When i
LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU, DELHI DOCUMENT NO. Page 2 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 1.1.5 Non-destructive Examination nation using -ray radiography as detailed in Annexure-4. Radiographic examination of one hundred percent (1%) girth welds will be required by the COMPANY. Welds shall meet the standards of acceptability as set forth in API 1 and as per the requirements lai in subsequent paragraphs. The CONTRACTOR shall make all the arrangements for the radiog raphic examination of work covered by this specification at his expense. The COMPANY will review all the radiographs of welds and inform the CONTRACTOR regarding unacceptable welds. The decision of the COMPANY shall be final and binding in this regard. All requirements mentioned in the specification shall be arra nged and executed by the CONTRACTOR through his own resources. In addition, for pipes wi th wall thickness 9.5mm and above, ultrasonic inspection is required in the follo wing cases as per Annexure-3 of this specification. ) On the first 1 welded joints corresponding to each autom atic (GTAW/ GMAW) welding procedure used. ) When 2mm or more are cut from the pipe end as supplied, he ends shall be ultrasonically inspected for an additional length of 2mm to ensure no lamination exist. ) When welds are repaired. ) When i| Model Type | Bevel-helical gear Reduction Boxes B4 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 3630.000000 |
| Ratio Range | 1 : 80…315 |
| Low Speed Output | Hollow shaft with keyway acc. to DIN 6885/1 |
| Nominal Torque | 153000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | FLENOER-GRAFFENSTA |
| Country of Manufacture | Brazil |
| Data Sheet & Drawings | Bevel-helical gear Reduction Boxes B4 units can nevertheless be designed with an optio B4-HH-15-D |
Related Products




