



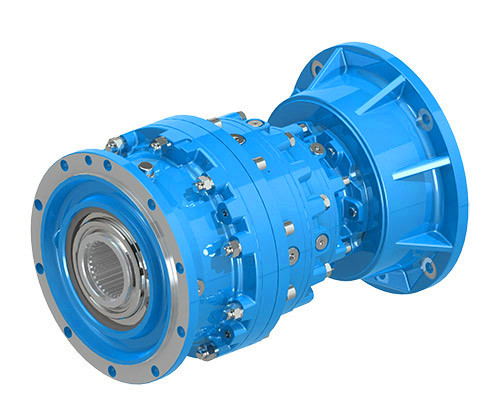


B4-FV-14-D r vertically installed gear units Flender GmbH F Bevel-helical gear boxes B4
In stock
SKU
B4-FV-14-D
$58,607.14
Flender/Flender Gear Units/Bevel-helical gear boxes B4
y results demonstrated higher illing capacity (cane rate 5.3 /) and higher extraction (9.7%) in comparison with the 2 results with very si milar or even slightly lower total power consumed by the tandem. The extraction only from the Mill
with very si milar or even slightly lower total power consumed by the tandem. The extraction only from the Mill  1 was close to 8%. In comparison with 2, all the rolls were machined reducing their diamet er by 3
1 was close to 8%. In comparison with 2, all the rolls were machined reducing their diamet er by 3  mm, the mill pressure was kept at the same level, and the settings of the mills were made very close
mm, the mill pressure was kept at the same level, and the settings of the mills were made very close  to the values from the year 2. The mill rotational speed was highe to maintain similar tangential speed of the rolls as in 2 (Sato, . Conclusions With the individual drives, mills can be operated at different speed distributions, giving the possibilities to drive the mill with the same tangential speed of the rolls, the same rotational speed as in conventional mills and changing the ratio be tween side and top rolls looking for the higher cane roll speed (for better feeding) and lower bagasse roll speed (for lower reabsorbtion). This last option was achieved for similar mean pressures in all hydraulic motors, resulting in the same torque applied on the end of all the sh afts. For this option all hydraulic drives can be operated at their maximum capaci ty, maximising the mill torque, avoiding the hydraulic system overloading, giving the same stresse on the end of all the shafts. At Santa Isabel Sugar Mill, the use of the equal pressure control scenario helped to give better milling results than the previous year. The ta ndem of four mills is now achieving cane rate close to 6 / and extraction of 9%, with extraction from mill 1 close to 8%. These better results were achieved with total mill power consumption about the same as in the previous year. Acknowledgements The authors would like to express their grat itude to the companies Hagglunds Sweden and Hagglunds Brazil for the interest in this resear ch and the corresponding ec onomical support. Thanks to Santa Isabel Sugar Mill peopl for their support and g
to the values from the year 2. The mill rotational speed was highe to maintain similar tangential speed of the rolls as in 2 (Sato, . Conclusions With the individual drives, mills can be operated at different speed distributions, giving the possibilities to drive the mill with the same tangential speed of the rolls, the same rotational speed as in conventional mills and changing the ratio be tween side and top rolls looking for the higher cane roll speed (for better feeding) and lower bagasse roll speed (for lower reabsorbtion). This last option was achieved for similar mean pressures in all hydraulic motors, resulting in the same torque applied on the end of all the sh afts. For this option all hydraulic drives can be operated at their maximum capaci ty, maximising the mill torque, avoiding the hydraulic system overloading, giving the same stresse on the end of all the shafts. At Santa Isabel Sugar Mill, the use of the equal pressure control scenario helped to give better milling results than the previous year. The ta ndem of four mills is now achieving cane rate close to 6 / and extraction of 9%, with extraction from mill 1 close to 8%. These better results were achieved with total mill power consumption about the same as in the previous year. Acknowledgements The authors would like to express their grat itude to the companies Hagglunds Sweden and Hagglunds Brazil for the interest in this resear ch and the corresponding ec onomical support. Thanks to Santa Isabel Sugar Mill peopl for their support and g| Model Type | Bevel-helical gear boxes B4 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 2735.000000 |
| Ratio Range | 1 : 100…400 |
| Low Speed Output | Flanged shaft |
| Nominal Torque | 113000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Flender Corporation |
| Country of Manufacture | Chile |
| Data Sheet & Drawings | B4-FV-14-D r vertically installed gear units Flender GmbH F Bevel-helical gear boxes B4 |
Related Products

