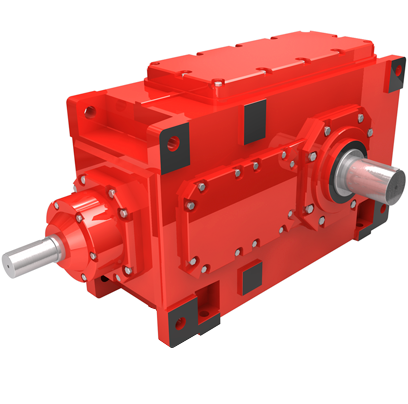




Bevel-helical gearbox B4 e Labyrinth with Vseal Z PD Side Special seal o B4-DH-13-D
In stock
SKU
B4-DH-13-D
$51,321.43
Flender/Flender Gear Units/Bevel-helical gearbox B4
ture gas were produced. Problems arisin in the course of trial operation were, for the most part, successfully eliminated by making teckical changes to various parts of the plant. No negative process-specific long-term effects were observed during trial run lasting
making teckical changes to various parts of the plant. No negative process-specific long-term effects were observed during trial run lasting  3 hours. At the end of the trials, rotary kiln low-temperature cokin through ut capacity could be realised which would
3 hours. At the end of the trials, rotary kiln low-temperature cokin through ut capacity could be realised which would  be indis ensable to the commercial et?iciencyot?he process.The question as to the selection of suitagle material could only be partially
be indis ensable to the commercial et?iciencyot?he process.The question as to the selection of suitagle material could only be partially  clarified, as concluding assessment is only possible after longer operating period. Measurement of the concentrations of polycyclic aromatic hydrocarbons (PAHs) in the air demonstrated the decisive advance in environmental technology achieved in the conversion from the old process of chamber coking to the new, closed-system rocess. During faultless operation of the rotary kiln pyrolysis plant, the concentration of benzra] yrene (PAH indicator substance) in the immediate vicinity of the plant was about 0.0 [MCrk/m3 or lower. Thiswasa preciably belowtheaction threshold of 0.5 [MCr]/m3 currently stipulated for [] by the tecRnical guide concentrations. Thegreen coke originating from the pyrolysis plantwas calcined successfully. Sufficient quanti- ties of coke could be provided for subsequent application-oriented investigations. The results of assessments'of the calcinate are available for various applications. Various processing routes were elaborated and examined for the further use of the low-tem- perature oils enerated during pyrolysis. In addition to specific, targeted follow-up processing, partial recircjation of the oil into the low-temperature stage of the new coking process is also conceivable. On the basis of the data and insights gained in the trials in the pyrolysis plant, the basic engi- neering was compiled for the low-temperature coking stage of an industrial-scale plant. Furthermore, the insights gained could possi
clarified, as concluding assessment is only possible after longer operating period. Measurement of the concentrations of polycyclic aromatic hydrocarbons (PAHs) in the air demonstrated the decisive advance in environmental technology achieved in the conversion from the old process of chamber coking to the new, closed-system rocess. During faultless operation of the rotary kiln pyrolysis plant, the concentration of benzra] yrene (PAH indicator substance) in the immediate vicinity of the plant was about 0.0 [MCrk/m3 or lower. Thiswasa preciably belowtheaction threshold of 0.5 [MCr]/m3 currently stipulated for [] by the tecRnical guide concentrations. Thegreen coke originating from the pyrolysis plantwas calcined successfully. Sufficient quanti- ties of coke could be provided for subsequent application-oriented investigations. The results of assessments'of the calcinate are available for various applications. Various processing routes were elaborated and examined for the further use of the low-tem- perature oils enerated during pyrolysis. In addition to specific, targeted follow-up processing, partial recircjation of the oil into the low-temperature stage of the new coking process is also conceivable. On the basis of the data and insights gained in the trials in the pyrolysis plant, the basic engi- neering was compiled for the low-temperature coking stage of an industrial-scale plant. Furthermore, the insights gained could possi| Model Type | Bevel-helical gearbox B4 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 2395.000000 |
| Ratio Range | 1 : 80…315 |
| Low Speed Output | Hollow shaft with shrink disk |
| Nominal Torque | 90700 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | FLENOER-GRAFFENSTA |
| Country of Manufacture | China |
| Data Sheet & Drawings | Bevel-helical gearbox B4 e Labyrinth with Vseal Z PD Side Special seal o B4-DH-13-D |
Related Products