

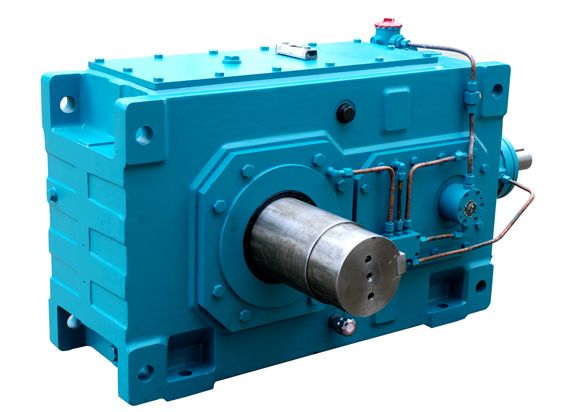




GGD N D t c G dD kn x s Shaft seals see pages B3HH-17-C Bevel-helical gear reducers B3
In stock
SKU
B3HH-17-C
$106,928.57
Flender/Flender Gear Units/Bevel-helical gear reducers B3
properly. The pipe en tering unions shall be true to centrelines so as to avoid forcing of union coupling during mak up. Damaged threads shall be cut from the end of run and the pipe shall be rethreaded. 4.2.6 Immediately
mak up. Damaged threads shall be cut from the end of run and the pipe shall be rethreaded. 4.2.6 Immediately  before testing the piping, all threads of pipe and fittings shall be thoroughly cleared of cuttings, fuel oil or other
before testing the piping, all threads of pipe and fittings shall be thoroughly cleared of cuttings, fuel oil or other  foreign matter. The male thread sealant and the piping made up sufficiently for the thre ad to seize. Sealant shall
foreign matter. The male thread sealant and the piping made up sufficiently for the thre ad to seize. Sealant shall  be teflon tape. 4.2.7 Seal welding of threaded connections when specified shall include the first block valve, cover all threads. The joint shall be cleaned of all cutting oil and other foreign material and made up dry to full thread engagement. Instrument threaded connections which are frequently subjected to testing and mainten ance shall not be seal welded. 4.2.8 All threaded connections shall be protected from rusting by applying greases or oil when in operating condition. 4.2.9 When socket weld fittings or valves are used, pipe shall spaced approximately 1/1" to avoid bottoming which could result in excessive weld stress. 4.2.1 Where the ends of the piping components being welded have an internal surface misalignment exceeding 1.6mm, the wall of the component extending internally machining so that the adjoining internal surface will approxima tely flush. For the purpose of common understanding the construction job pr ocedure, to be submitted by the contractor, shall include proposal for - Maximizing prefabrication, inspection and testing at fabrication shop with minimum field joints. - Positive material identification, handling, storage & preserv ation. 4.3 Dimensional Tolerances Dimensional tolerances for piping fabrication shall be as per MECON Standard Specification. The Contractor shall be responsible for working to the dimensions shown on the drawings. , riations betw
be teflon tape. 4.2.7 Seal welding of threaded connections when specified shall include the first block valve, cover all threads. The joint shall be cleaned of all cutting oil and other foreign material and made up dry to full thread engagement. Instrument threaded connections which are frequently subjected to testing and mainten ance shall not be seal welded. 4.2.8 All threaded connections shall be protected from rusting by applying greases or oil when in operating condition. 4.2.9 When socket weld fittings or valves are used, pipe shall spaced approximately 1/1" to avoid bottoming which could result in excessive weld stress. 4.2.1 Where the ends of the piping components being welded have an internal surface misalignment exceeding 1.6mm, the wall of the component extending internally machining so that the adjoining internal surface will approxima tely flush. For the purpose of common understanding the construction job pr ocedure, to be submitted by the contractor, shall include proposal for - Maximizing prefabrication, inspection and testing at fabrication shop with minimum field joints. - Positive material identification, handling, storage & preserv ation. 4.3 Dimensional Tolerances Dimensional tolerances for piping fabrication shall be as per MECON Standard Specification. The Contractor shall be responsible for working to the dimensions shown on the drawings. , riations betw| Model Type | Bevel-helical gear reducers B3 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 4990.000000 |
| Ratio Range | 1 : 12.5…71 |
| Low Speed Output | Hollow shaft with keyway acc. to DIN 6885/1 |
| Nominal Torque | 200000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Ltd., China |
| Country of Manufacture | Poland |
| Data Sheet & Drawings | GGD N D t c G dD kn x s Shaft seals see pages B3HH-17-C Bevel-helical gear reducers B3 |
Related Products




