
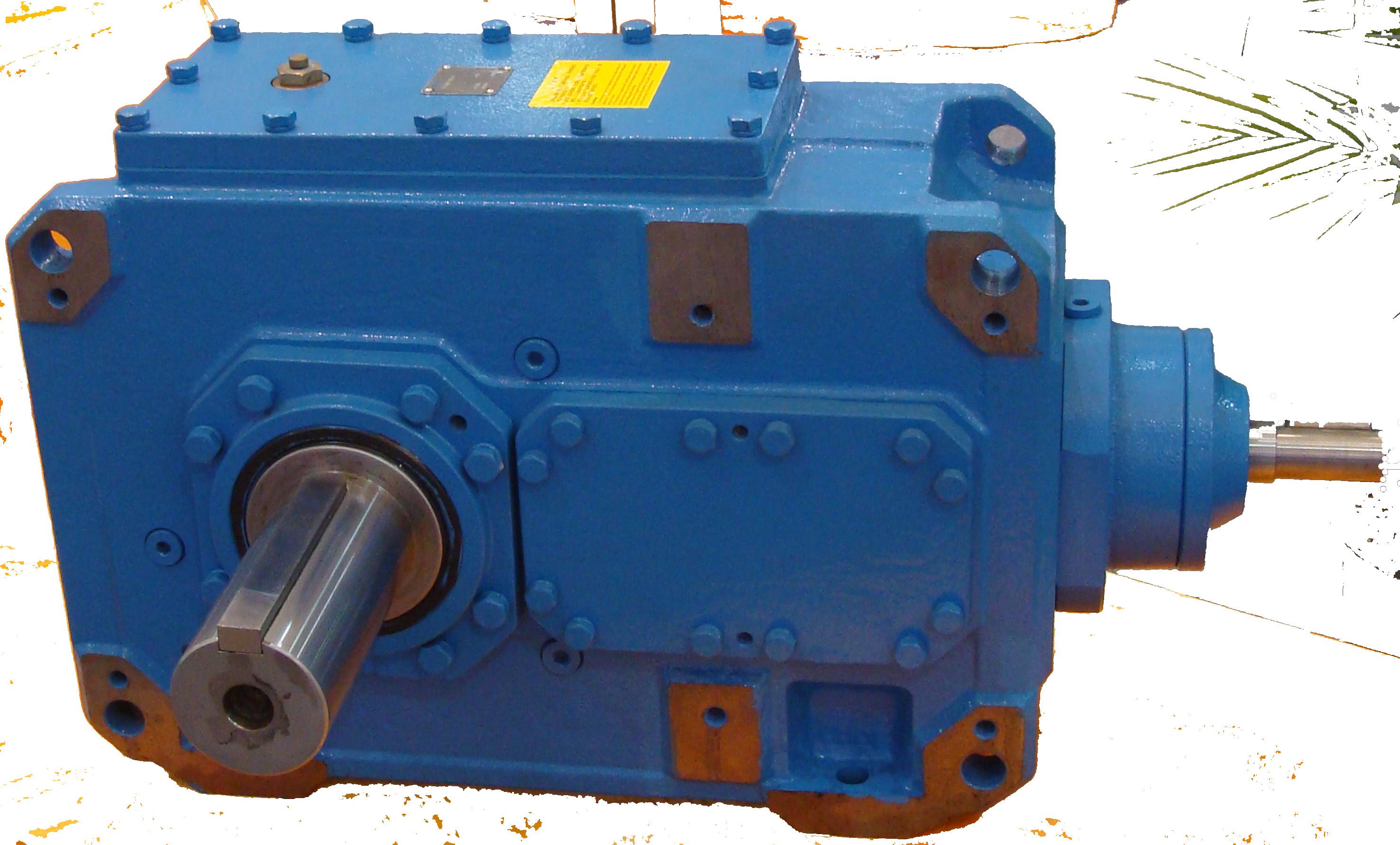






G G l kg Hollow shaft for shrink disk BDH B3-DH-11-A Bevel-helical gear reducers B3
In stock
SKU
B3-DH-11-A
$40,285.71
Flender/Flender Gear Units/Bevel-helical gear reducers B3
ration on pilot plant The basis for this was to be the development and testing of novel counterflow reactor as the core unit Within the framework of the research project, an innovative regenerative dry flue gas purifica- tion process was
the core unit Within the framework of the research project, an innovative regenerative dry flue gas purifica- tion process was  to be developed and tested using catalysts and carbon-bearing adsorption agents The basis of the process was modular counterflow reactor
to be developed and tested using catalysts and carbon-bearing adsorption agents The basis of the process was modular counterflow reactor  with moving material heaps and little mechanical stress on the material heaps The defined counterflow control of gas phaseand solids
with moving material heaps and little mechanical stress on the material heaps The defined counterflow control of gas phaseand solids  in the loading stage favours mass and heatexchangeand leadstosmaller construction dimensions at maximum purification capacity 2. Working steps The working programme was based three test facilities on laboratory, intermediateand pilot plant scale On the basis of the laboratoryand intermediatescaletriaIs,theexperimental results were to be described quantitatively with the aid of mathematical regularities, in order to safe- uard the design of pilot plant approachin industrial scale operation The most important factor for dependable operational use is tEe reliability and availability of the processing principle Afurther key area of the work involved the purely mechanical assurance of the inter- mittent, quasi-continuous circulation of the solids The overall process engineering concept was ultimately to be tested under operating conditions on an industrial-scale power station 3. Resulfs To develop the new counterflow process, an experimental facility was constructed and er ated for morethan 1 hours in hottrials The resultsconfirm the favourable behaviour olhe counterflow process Thus, the loading of the solids used can be doubled in comparison with other processes, this leading to more efficient exploitation of the adsorbents and to smaller plants Furthermore, these data were supported by the results of theoretical-numerical calcula- tionsand bya laboratoryapparatus As re ards suitabilityfor simultaneous removal of sulphur, nitrogen and haloge
in the loading stage favours mass and heatexchangeand leadstosmaller construction dimensions at maximum purification capacity 2. Working steps The working programme was based three test facilities on laboratory, intermediateand pilot plant scale On the basis of the laboratoryand intermediatescaletriaIs,theexperimental results were to be described quantitatively with the aid of mathematical regularities, in order to safe- uard the design of pilot plant approachin industrial scale operation The most important factor for dependable operational use is tEe reliability and availability of the processing principle Afurther key area of the work involved the purely mechanical assurance of the inter- mittent, quasi-continuous circulation of the solids The overall process engineering concept was ultimately to be tested under operating conditions on an industrial-scale power station 3. Resulfs To develop the new counterflow process, an experimental facility was constructed and er ated for morethan 1 hours in hottrials The resultsconfirm the favourable behaviour olhe counterflow process Thus, the loading of the solids used can be doubled in comparison with other processes, this leading to more efficient exploitation of the adsorbents and to smaller plants Furthermore, these data were supported by the results of theoretical-numerical calcula- tionsand bya laboratoryapparatus As re ards suitabilityfor simultaneous removal of sulphur, nitrogen and haloge| Model Type | Bevel-helical gear reducers B3 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 1880.000000 |
| Ratio Range | 1 : 12.5…71 |
| Low Speed Output | Hollow shaft with shrink disk |
| Nominal Torque | 63500 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | A. Fried. Flender AG |
| Country of Manufacture | Slovenia |
| Data Sheet & Drawings | G G l kg Hollow shaft for shrink disk BDH B3-DH-11-A Bevel-helical gear reducers B3 |
Related Products




