


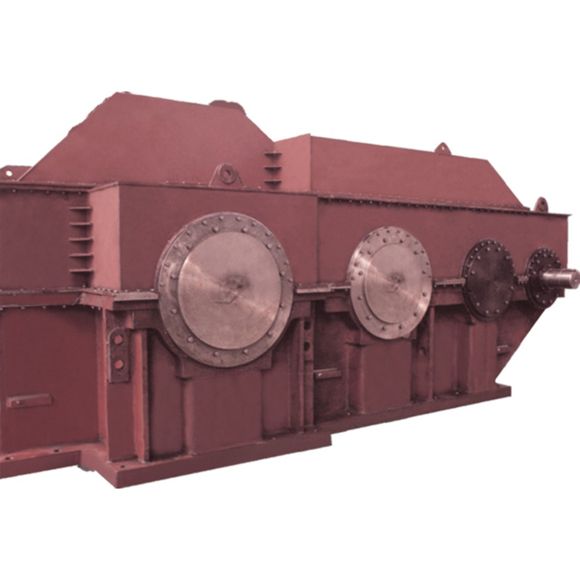




H4-VV-24-D protection torsional vibration damping FLUDEX Helical gear Reduction Boxes H4
In stock
SKU
H4-VV-24-D
$173,571.43
Flender/Flender Gear Units/Helical gear Reduction Boxes H4
generating than for plunge cutting. The generating speed depends on the number of required generating cuts. In the case of nishing process, the number of cuts must be chosen such as to ensure that the desired tooth ank envelope produces
nishing process, the number of cuts must be chosen such as to ensure that the desired tooth ank envelope produces  smooth running. More generating cuts are needed for highly curved pinion tooth ank than for lightly curved wheel tooth ank.
smooth running. More generating cuts are needed for highly curved pinion tooth ank than for lightly curved wheel tooth ank.  In the case of roughing cut, the generating speed can be determined entirely according to tool load. Fig. 6.1 Elements
In the case of roughing cut, the generating speed can be determined entirely according to tool load. Fig. 6.1 Elements  of generating process without plunge cutting6.2 Cutting of Spiral Bevel Gears 2 6.2.5.6 Pitch Compensation with the Single Indexing Method Modern dry cutting at high cutting speeds produces continuous heating and expan- sion of the gear body. In the single indexing method, the positions of the tooth slotsin the gear change during the machining operation, resulting in pitch deviations. This is most evident when comparing the rst and last slot being produced. Since this behavior can be reproduced, it is possible to counteract it. On CNC machines, itis possible to modify the position of each individual tooth slot by altering the depthposition of the tool. When there is difference between the pressure angles on thetwo anks, change in the angular position of the work piece must be superimposedto the change in depth. With the continuous indexing method, the effect of workpiece heating on the tooth pitch is smaller, such that the usual temperature com-pensation on the cutting machine is adequate. 6.2.5.7 Compensation of Hardening Distortions To obtain the most-cost effective production of spiral bevel gears, it is necessary to pay special attention to the inuence of the hardening process on the naltooth ank topography. This is particularly important when producing lappedgear sets because the hardening process has negative effect on the contactparameters. Corrective lapping aimed at improving the contact pattern frequentlyleads to rougher running. On ground gear sets, an irregular grinding allo
of generating process without plunge cutting6.2 Cutting of Spiral Bevel Gears 2 6.2.5.6 Pitch Compensation with the Single Indexing Method Modern dry cutting at high cutting speeds produces continuous heating and expan- sion of the gear body. In the single indexing method, the positions of the tooth slotsin the gear change during the machining operation, resulting in pitch deviations. This is most evident when comparing the rst and last slot being produced. Since this behavior can be reproduced, it is possible to counteract it. On CNC machines, itis possible to modify the position of each individual tooth slot by altering the depthposition of the tool. When there is difference between the pressure angles on thetwo anks, change in the angular position of the work piece must be superimposedto the change in depth. With the continuous indexing method, the effect of workpiece heating on the tooth pitch is smaller, such that the usual temperature com-pensation on the cutting machine is adequate. 6.2.5.7 Compensation of Hardening Distortions To obtain the most-cost effective production of spiral bevel gears, it is necessary to pay special attention to the inuence of the hardening process on the naltooth ank topography. This is particularly important when producing lappedgear sets because the hardening process has negative effect on the contactparameters. Corrective lapping aimed at improving the contact pattern frequentlyleads to rougher running. On ground gear sets, an irregular grinding allo| Model Type | Helical gear Reduction Boxes H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 8100.000000 |
| Ratio Range | 1 : 112…400 |
| Low Speed Output | Solid shaft with parallel key acc. to DIN 6885/1 with reinforced spigot |
| Nominal Torque | 725000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Siemens AG |
| Country of Manufacture | China |
| Data Sheet & Drawings | H4-VV-24-D protection torsional vibration damping FLUDEX Helical gear Reduction Boxes H4 |
Related Products




