

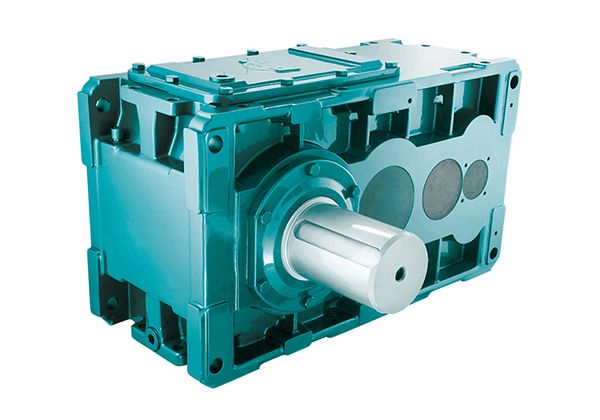



Helical gear boxes H4 yors Hauling winches Conveyor systems H4-FV-20-D
In stock
SKU
H4-FV-20-D
$83,035.71
Flender/Flender Gear Units/Helical gear boxes H4
l).Uniform distribution of the moisture; therefore, kernel-to-kernel moisture transference is not required. Some systems also use steam application to effect reduction in tempering time. The inuence of temperature on the tempering time is quite signicant. In fact, during the 1s,
reduction in tempering time. The inuence of temperature on the tempering time is quite signicant. In fact, during the 1s,  it was quite common to choose between what was known as hot-tempering system and cold-tempering system. Cold tempering was the
it was quite common to choose between what was known as hot-tempering system and cold-tempering system. Cold tempering was the  regular tempering,with ambient water temperature, as we have today, except that back then the method and control of water addition
regular tempering,with ambient water temperature, as we have today, except that back then the method and control of water addition  and as well as the tempering equipment was quite different. Hot tempering referred to the passing of the moist wheat through tower with hot radiatorsinside so that during the passage of wheat from the top inlet to the bottom outlet it wouldbe exposed to the hot radiators and, in general, the surrounding warm temperature. Thiswould reduce the tempering time to fraction (as low as 6 for hard wheat) of what itwould take with cold tempering (as high as 7 for hard wheat). The hot conditioningalso had an added benet of improving or modifying the gluten properties, which made the our more suitable for baking. However, the use of hot-conditioning systems gradually declined for the following reasons: Higher capital investment, upkeep, and attention were required to ensure efcient operation Additional energy cost to heat the radiators Danger of overheating the moist wheat, especially, if the wheat ow halted some- where within the column In Canada, during winter, wheat may be received at the our mill at very low temperatures. This is certainly advantageous as natural safeguard against the development and propaga-tion of the insect infestation problems. However, low temperatures are not good for water penetration during tempering, as the process is very slow; second, wheat is bad conductor of heat; therefore, during the milling process, as the cold wheat passes through the pairsof corrugated rolls, the bran tends to chip, rather than curl up
and as well as the tempering equipment was quite different. Hot tempering referred to the passing of the moist wheat through tower with hot radiatorsinside so that during the passage of wheat from the top inlet to the bottom outlet it wouldbe exposed to the hot radiators and, in general, the surrounding warm temperature. Thiswould reduce the tempering time to fraction (as low as 6 for hard wheat) of what itwould take with cold tempering (as high as 7 for hard wheat). The hot conditioningalso had an added benet of improving or modifying the gluten properties, which made the our more suitable for baking. However, the use of hot-conditioning systems gradually declined for the following reasons: Higher capital investment, upkeep, and attention were required to ensure efcient operation Additional energy cost to heat the radiators Danger of overheating the moist wheat, especially, if the wheat ow halted some- where within the column In Canada, during winter, wheat may be received at the our mill at very low temperatures. This is certainly advantageous as natural safeguard against the development and propaga-tion of the insect infestation problems. However, low temperatures are not good for water penetration during tempering, as the process is very slow; second, wheat is bad conductor of heat; therefore, during the milling process, as the cold wheat passes through the pairsof corrugated rolls, the bran tends to chip, rather than curl up| Model Type | Helical gear boxes H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 3875.000000 |
| Ratio Range | 1 : 112…400 |
| Low Speed Output | Flanged shaft |
| Nominal Torque | 345000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | FLENOER-GRAFFENSTA |
| Country of Manufacture | China |
| Data Sheet & Drawings | Helical gear boxes H4 yors Hauling winches Conveyor systems H4-FV-20-D |
Related Products




