
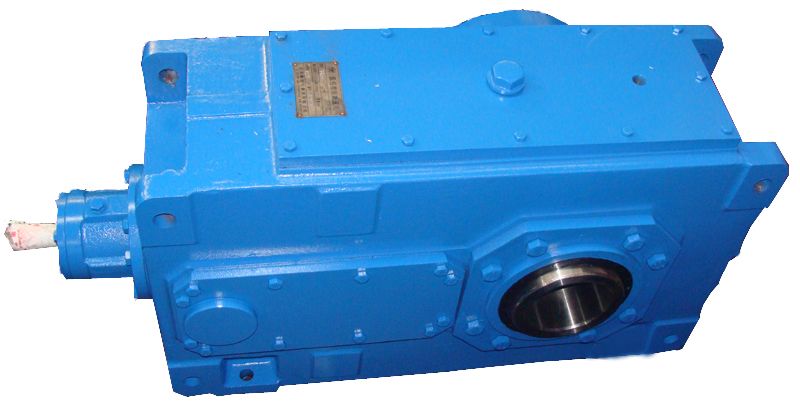





H3-SV17-B flender 169 800 Helical speed reduction gearbox H3
In stock
SKU
H3-SV17-B
$97,714.29
Flender/Flender Gear Units/Helical speed reduction gearbox H3
cessary for their execution on site. 1.2 Specification for Ultrasonic Testing Procedure Qualification Before work begins the CONTRACTOR shall present specification describing the proposed .. procedure qualification. This specification shall be state, as an indication only but not limited to
specification describing the proposed .. procedure qualification. This specification shall be state, as an indication only but not limited to  the following information : Type of .. equipment used Type and dimensions of transducers Frequency range Details for calibration Coupling
the following information : Type of .. equipment used Type and dimensions of transducers Frequency range Details for calibration Coupling  medium Inspection technique Record details Reference to the welding procedure where it is intended to adopt the specification. Temperature range
medium Inspection technique Record details Reference to the welding procedure where it is intended to adopt the specification. Temperature range  of the joints to be inspected. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU, DELHI DOCUMENT NO. Page 5 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 1.3 Qualification of Ultrasonic Inspection Procedure The ultrasonic inspection procedure shall be approved by the COMPANY. Before inspection begins, the COMPANY may require the qualification test of the ultrasonic inspection procedure. This specification test consists in testi ng (under normal operating conditions) some CONTRACTOR welds made according to the same production procedure, when there are typical defects the test intends to etect. 1.4 Test Procedure Circumferential weld shall be inspected from both sides using angled. Probes. The surface with which the probe comes into contact shall be free of metal spatter, dirt, iron oxide and scales of any type: therefore it shall be necessary to clean strip at least 5mm wide on both sides of the weld with steel - wire bru shes and anyhow the cleaned strip must be atleast wide enough to allow full skip ex amination. If during the test, echoes of doubtful origin appear, it shall be necessary to inspect convenient area on the pipe surface, close to the weld, with straight beam transducer in order to check whether any manufacturing defects are present which could
of the joints to be inspected. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL & GAS SBU, DELHI DOCUMENT NO. Page 5 of 6 TITLE MEC//0/2/0 REVISION : 0 PIPING FABRICATION AND ERECTION EDITION : 1 1.3 Qualification of Ultrasonic Inspection Procedure The ultrasonic inspection procedure shall be approved by the COMPANY. Before inspection begins, the COMPANY may require the qualification test of the ultrasonic inspection procedure. This specification test consists in testi ng (under normal operating conditions) some CONTRACTOR welds made according to the same production procedure, when there are typical defects the test intends to etect. 1.4 Test Procedure Circumferential weld shall be inspected from both sides using angled. Probes. The surface with which the probe comes into contact shall be free of metal spatter, dirt, iron oxide and scales of any type: therefore it shall be necessary to clean strip at least 5mm wide on both sides of the weld with steel - wire bru shes and anyhow the cleaned strip must be atleast wide enough to allow full skip ex amination. If during the test, echoes of doubtful origin appear, it shall be necessary to inspect convenient area on the pipe surface, close to the weld, with straight beam transducer in order to check whether any manufacturing defects are present which could| Model Type | Helical speed reduction gearbox H3 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 4560.000000 |
| Ratio Range | 1 : 22.4…90 |
| Low Speed Output | Solid shaft with parallel key acc. to DIN 6885/1 |
| Nominal Torque | 200000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Flender..Ltd China(Tianjin) |
| Country of Manufacture | Germany |
| Data Sheet & Drawings | H3-SV17-B flender 169 800 Helical speed reduction gearbox H3 |
Related Products




