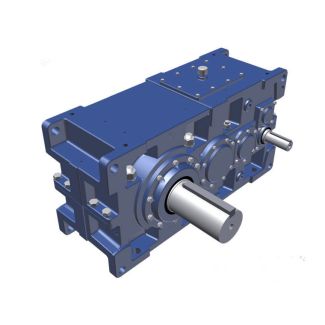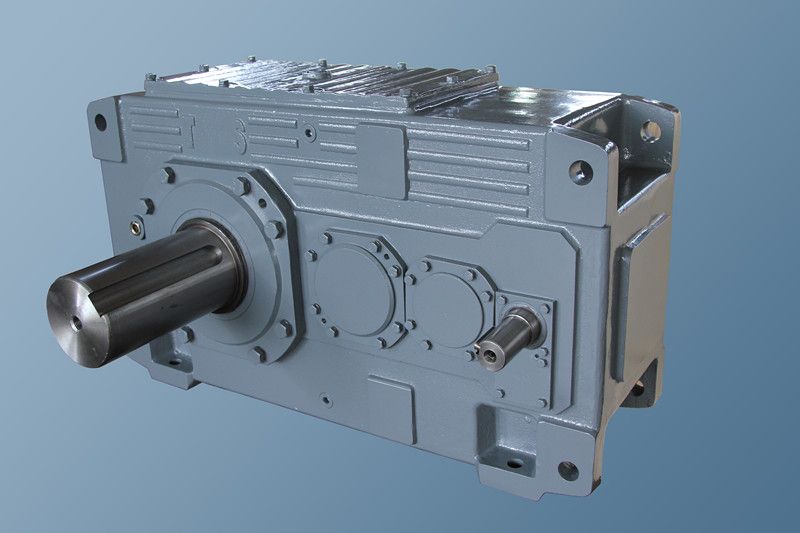





Flender/Flender Gear Units/Helical gear boxes H2
al inter-action between thermal stresses and transformation stresses must be accounted for in this process. Specialized know-how is involved both in the geometry-related choice of supporting points at which force is exerted, in time control of the forceand in the
in the geometry-related choice of supporting points at which force is exerted, in time control of the forceand in the  design of the xture tool. The latter must include suitable channels for thequenching medium which must, above all, allow even,
design of the xture tool. The latter must include suitable channels for thequenching medium which must, above all, allow even,  sufciently rapid quenching.The xture must also be simple to set up. Hardening xtures for shaft-shaped pinions are much more complex.
sufciently rapid quenching.The xture must also be simple to set up. Hardening xtures for shaft-shaped pinions are much more complex.  The straightness of the pinion shaft can be ensured only by means of rotationalmovement of the shaft over number of force- and path-controlled rolls during the quenching process. 6.4 Hard Skiving The terms hard skiving or skive hobbing designate machining process in which special cutting tools are used to re-hob already hardened tooth anks. Its specialadvantage is that it can be used to eliminate hardening distortions from the gear.The same machines and tools are used as for soft machining, except that the cuttingedges consist of different material. In practice, polycrystalline cubic boron nitride(CBN) has proven effective as tool material. The initially feared detrimental re-hardening zones do not occur. The surface roughness attained in hard skiving is usually lower than that found in ground tooth anks. Hard skiving is at present the only process which can be used to hard nish spiral bevel gears by the continuous indexing method. The now customary large gears,with up to 2,3 mm outside diameter, are, without exception, roughed by theZyklo-Palloid method and hard skived after heat treatment. The continuous process has the advantage of high pitch accuracy, and the universally usable toolsystem allows cost-effective manufacture even with batch size of one. The sole prerequisite for hard skiving is generated wheel. Plunge-cut wheels cannot be hard-skived because of the length and width of the chips. Tools for hard skiving do not differ substantiall
The straightness of the pinion shaft can be ensured only by means of rotationalmovement of the shaft over number of force- and path-controlled rolls during the quenching process. 6.4 Hard Skiving The terms hard skiving or skive hobbing designate machining process in which special cutting tools are used to re-hob already hardened tooth anks. Its specialadvantage is that it can be used to eliminate hardening distortions from the gear.The same machines and tools are used as for soft machining, except that the cuttingedges consist of different material. In practice, polycrystalline cubic boron nitride(CBN) has proven effective as tool material. The initially feared detrimental re-hardening zones do not occur. The surface roughness attained in hard skiving is usually lower than that found in ground tooth anks. Hard skiving is at present the only process which can be used to hard nish spiral bevel gears by the continuous indexing method. The now customary large gears,with up to 2,3 mm outside diameter, are, without exception, roughed by theZyklo-Palloid method and hard skived after heat treatment. The continuous process has the advantage of high pitch accuracy, and the universally usable toolsystem allows cost-effective manufacture even with batch size of one. The sole prerequisite for hard skiving is generated wheel. Plunge-cut wheels cannot be hard-skived because of the length and width of the chips. Tools for hard skiving do not differ substantiall| Model Type | Helical gear boxes H2 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 13000.000000 |
| Ratio Range | 1 : 7.1…22.4 |
| Low Speed Output | Hollow shaft with shrink disk |
| Nominal Torque | 725000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | flanders electric peru s a c |
| Country of Manufacture | China |
| Data Sheet & Drawings | flender aiq H2-DH-24-D Helical gear boxes H2 |
Related Products