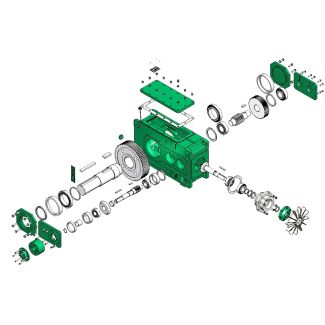

Bevel-helical speed reduction gearbox B2 G l kg Flanged shaft HFH H x E H x B2-FH-17-D
In stock
SKU
B2-FH-17-D
$210,000.00
Flender/Flender Gear Units/Bevel-helical speed reduction gearbox B2
ns, furnace coke anjshaped active coke proved to be the most suitable solids in comparison with other types of active coke and catalyst materials nrtrogenremov- ingcatalystbased oh shapedactivecokewasdevelo edfortheremovalof nitrogen itsactivity, in com arison with conventional active coke, being Ai
coke and catalyst materials nrtrogenremov- ingcatalystbased oh shapedactivecokewasdevelo edfortheremovalof nitrogen itsactivity, in com arison with conventional active coke, being Ai  her bya factorof 1 in the temperature range tom 1 to 2C This gives the opportunity ?constructing appreciably smaller plants
her bya factorof 1 in the temperature range tom 1 to 2C This gives the opportunity ?constructing appreciably smaller plants  with the same capacity for nitrogen removal On the basis of these positive results, pilot plantwas designed and constructedfor operation-
with the same capacity for nitrogen removal On the basis of these positive results, pilot plantwas designed and constructedfor operation-  al testing of the counterflow process, together with Messrs. Flender Werft AG as cooperation partner. The essential element in this context was the counterflow reactor, which enables an even discharge df coke at the lower end of the reactor when fed with continuous flue gas supply. After preliminary flow-related and mechanical trials, two identical counterflow reactors were installed in the pilot plant. The counterflow process was tested, improved and confirmed in systematic series of trials lasting 1 1 years at the pilot plant in the Neustadt/Ostholstein refuse-fired heating and power station. In this context, it was proven experimentally that the new counterflow process can be operated reliably even under aggravated operating condi- tions (dust contents of up to 2 /Nm3, corrosive exhaust gas). The separation capacities cor- res ond to thevaluesreached inthelaboratoryandexperimentalplantand reachalmostIOO% in tRe case of SO,, HCI and dust,for example. Additionally, NO conversion of 9% was achieved with an NH3 loss of less than 1 vpm. In the case of gas highly laden with agglomerating dust, however, an increased quantit of coke has to be used in order to prevent blockages as result of stickiness. Optimisation &he counterflow reactor as regards the permissible dust input is necessaryforfurtherdevelopment of the process. Adsorption of the pollutants on the activecoke yields laden cokewhi
al testing of the counterflow process, together with Messrs. Flender Werft AG as cooperation partner. The essential element in this context was the counterflow reactor, which enables an even discharge df coke at the lower end of the reactor when fed with continuous flue gas supply. After preliminary flow-related and mechanical trials, two identical counterflow reactors were installed in the pilot plant. The counterflow process was tested, improved and confirmed in systematic series of trials lasting 1 1 years at the pilot plant in the Neustadt/Ostholstein refuse-fired heating and power station. In this context, it was proven experimentally that the new counterflow process can be operated reliably even under aggravated operating condi- tions (dust contents of up to 2 /Nm3, corrosive exhaust gas). The separation capacities cor- res ond to thevaluesreached inthelaboratoryandexperimentalplantand reachalmostIOO% in tRe case of SO,, HCI and dust,for example. Additionally, NO conversion of 9% was achieved with an NH3 loss of less than 1 vpm. In the case of gas highly laden with agglomerating dust, however, an increased quantit of coke has to be used in order to prevent blockages as result of stickiness. Optimisation &he counterflow reactor as regards the permissible dust input is necessaryforfurtherdevelopment of the process. Adsorption of the pollutants on the activecoke yields laden cokewhi| Model Type | Bevel-helical speed reduction gearbox B2 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 9800.000000 |
| Ratio Range | 1 : 5.6…18 |
| Low Speed Output | Flanged shaft |
| Nominal Torque | 195000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Power Transmission Inc. |
| Country of Manufacture | China |
| Data Sheet & Drawings | Bevel-helical speed reduction gearbox B2 G l kg Flanged shaft HFH H x E H x B2-FH-17-D |
Related Products