

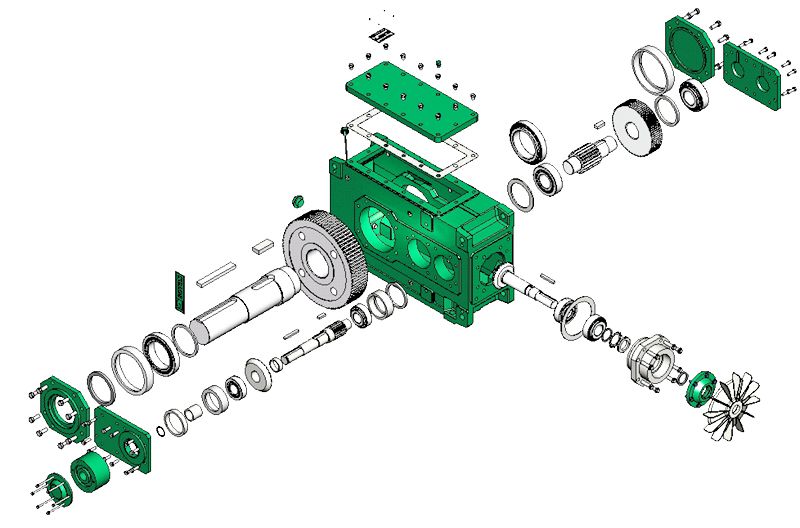




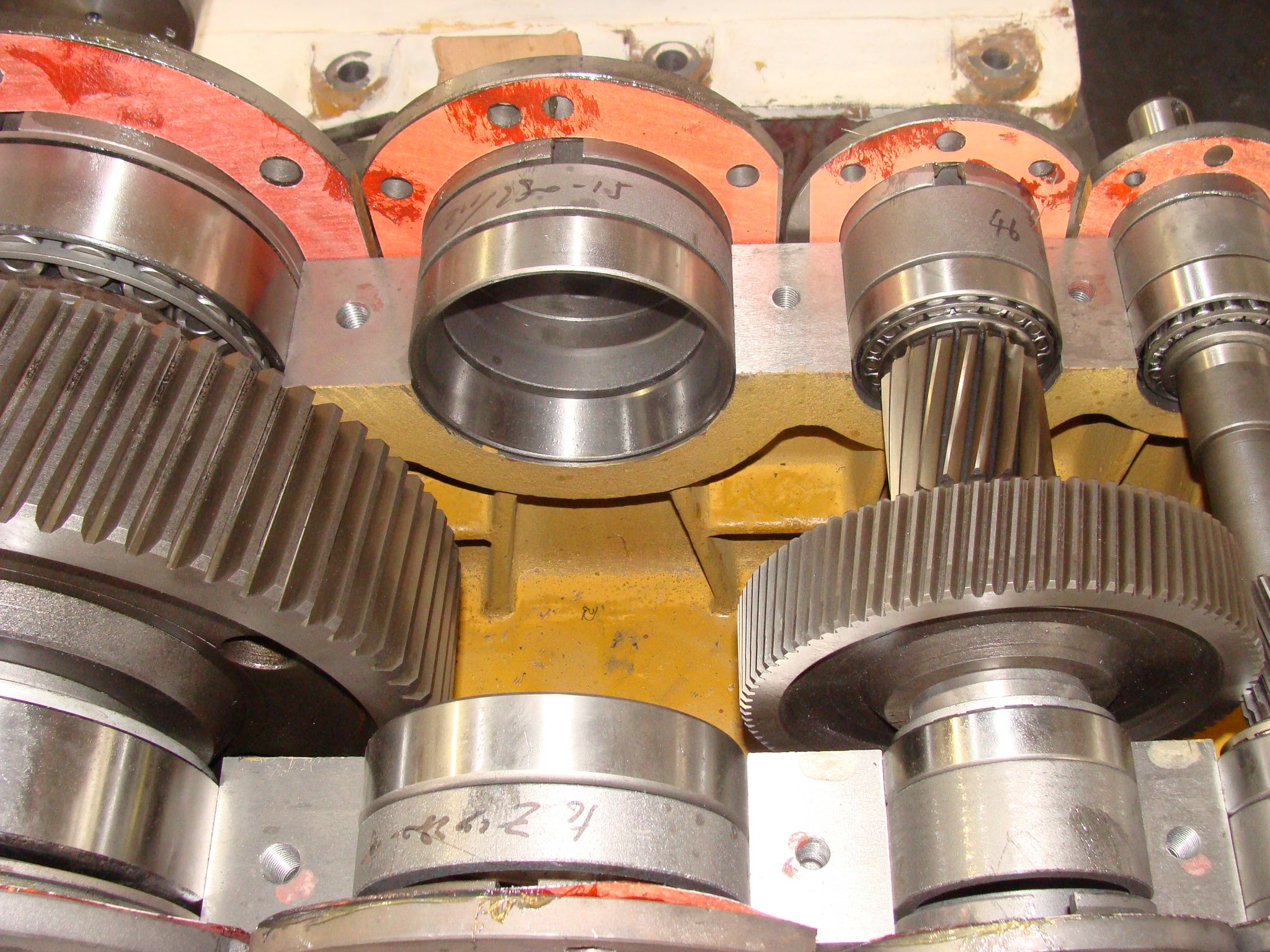
H4-KH24A oil Waterairoil coolerPG P x KthPG P x Kth Auxi Helical gear reducers H4
In stock
SKU
H4-KH24A
$210,000.00
Flender/Flender Gear Units/Helical gear reducers H4
ion of defective joints. 1.1 Limitations on Repairs . are limited to maximum 3% of the weld length. For internal or external repair which open the weld root, only 2% of the weld length may be repaired. Repairs open ing
or external repair which open the weld root, only 2% of the weld length may be repaired. Repairs open ing  the root must only be carried out in the presence of COMPANY. The minimum len gth of repaired area shall
the root must only be carried out in the presence of COMPANY. The minimum len gth of repaired area shall  be 1mm as measured over the recapped length. Welds containing cracks shall be cut out and rebevelled to make joint,
be 1mm as measured over the recapped length. Welds containing cracks shall be cut out and rebevelled to make joint,  COMPANY shall authorise all repairs. 1.1 Weld Rejected by Accumulation of Defects Where weld is rejected by the accumulation of defect clause, as defined by API-1 and this specification, repairs within these limitations are pe rmitted. Defects in the filling and capping passes sha ll be repaired preferentially. 1.1 DOCUMENTS TO BE SUBMITTED BY CONTRACTOR (4 COPIES EACH) ) Electrode and Welding Consumable Qualification Records as pe Exhibit-, or the Welding Consumables tested and approved for the work. ) Batch Test Certificates, for the Electrodes used, obtained from the Electrode Manufacturers. ) Proposed Heat Treatment Procedure as per Exhibit-. ) Heat Treatment Charts. ) Weld joint hardness test results. ) Welding Procedure Specifications as per Exhibit- immediately after receipt of the order. ) Welding Procedure Qualification records as per Exhibit-. ) Welder Performance Qualification records as per Exhibit- immediately after conducting Welder Qualification Tests. ) Radiography Procedure as per Exhibit- and other NDT procedures. ) Radiographic test Report along with Radiographs and other ND reports. ) Piping Sketch (Isometric) giving all the details regarding the pipe specifications, welded joints, joints radiographed magnetic particle, tested, ltrasonic tested, penetrant tested, joints heat treated, WPS used, welders identification number, etc. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL
COMPANY shall authorise all repairs. 1.1 Weld Rejected by Accumulation of Defects Where weld is rejected by the accumulation of defect clause, as defined by API-1 and this specification, repairs within these limitations are pe rmitted. Defects in the filling and capping passes sha ll be repaired preferentially. 1.1 DOCUMENTS TO BE SUBMITTED BY CONTRACTOR (4 COPIES EACH) ) Electrode and Welding Consumable Qualification Records as pe Exhibit-, or the Welding Consumables tested and approved for the work. ) Batch Test Certificates, for the Electrodes used, obtained from the Electrode Manufacturers. ) Proposed Heat Treatment Procedure as per Exhibit-. ) Heat Treatment Charts. ) Weld joint hardness test results. ) Welding Procedure Specifications as per Exhibit- immediately after receipt of the order. ) Welding Procedure Qualification records as per Exhibit-. ) Welder Performance Qualification records as per Exhibit- immediately after conducting Welder Qualification Tests. ) Radiography Procedure as per Exhibit- and other NDT procedures. ) Radiographic test Report along with Radiographs and other ND reports. ) Piping Sketch (Isometric) giving all the details regarding the pipe specifications, welded joints, joints radiographed magnetic particle, tested, ltrasonic tested, penetrant tested, joints heat treated, WPS used, welders identification number, etc. 1 of 1 STANDARD TECHNICAL SPECIFICATION MECON LIMITED REGD. OFF: RANCHI 8 OIL| Model Type | Helical gear reducers H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 9800.000000 |
| Ratio Range | 1 : 112…400 |
| Low Speed Output | Hollow shaft with spline acc. to DIN 5480 |
| Nominal Torque | 725000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | F. H. Transmissiones S.A |
| Country of Manufacture | China |
| Data Sheet & Drawings | H4-KH24A oil Waterairoil coolerPG P x KthPG P x Kth Auxi Helical gear reducers H4 |
Related Products




