
H4-HH-24B olor RAL and an assortment of preferred colors ar Helical gear boxes H4
In stock
SKU
H4-HH-24B
$210,000.00
Flender/Flender Gear Units/Helical gear boxes H4
HSS and cemented carbide. Until 1, mainly powder metallurgical HSS stick blades were used. Since then, the increase in dry cutting of bevel gears required cemented carbide stick blade material. Two cemented carbide grades predominate. Initially, the preferredmaterial belonged to
cutting of bevel gears required cemented carbide stick blade material. Two cemented carbide grades predominate. Initially, the preferredmaterial belonged to  the nest grained K1 cemented carbide classication withapproximately 6 % cobalt content (grain size 0.6 ...0.8m), or the K3 grade
the nest grained K1 cemented carbide classication withapproximately 6 % cobalt content (grain size 0.6 ...0.8m), or the K3 grade  with about 1 % cobalt content. In order to improve the combination of fracture strength,fracture toughness and wear resistance, new
with about 1 % cobalt content. In order to improve the combination of fracture strength,fracture toughness and wear resistance, new  micro-grain substrates (grain size 0.3...0.5m) with rather higher cobalt content were developed. The substrate choice should be matched to the particular machining task. All cemented carbide substrates are subject to diffusion wear when cutting case hardened steels, in which the tungsten carbide dissolves. It is absolutely essential to coat the stick blades, or atleast their front faces; full coating is better, signicantly prolonging tool life. 6.2.5 Manufacturing Technology 6.2.5.1 Characteristics of the Single Indexing Method Spiral bevel gears can be milled most economically with the Completing method (see Sect. 2. in single working cycle. The advantages of the tool, on which all blades are arranged successively in circular arc, are evident: the blade cuttingedges can be set in good coincident positions for milling, and the inactive regions ofthe cutting edge never make contact. However, the development of the contactpattern of such gear sets is very difcult without computer support. So, in the past,most of these bevel gears were designed for multi-cut process where the two anks of each tooth could be corrected separately. Nowadays, most new bevel gear sets are designed by computer simulation in such way that each bevel gear can benished in single cut. multi-cut process may, however, be needed for various reasons, for example when there is desire to reduce the number of variants of the necessary toolversions, or when the t
micro-grain substrates (grain size 0.3...0.5m) with rather higher cobalt content were developed. The substrate choice should be matched to the particular machining task. All cemented carbide substrates are subject to diffusion wear when cutting case hardened steels, in which the tungsten carbide dissolves. It is absolutely essential to coat the stick blades, or atleast their front faces; full coating is better, signicantly prolonging tool life. 6.2.5 Manufacturing Technology 6.2.5.1 Characteristics of the Single Indexing Method Spiral bevel gears can be milled most economically with the Completing method (see Sect. 2. in single working cycle. The advantages of the tool, on which all blades are arranged successively in circular arc, are evident: the blade cuttingedges can be set in good coincident positions for milling, and the inactive regions ofthe cutting edge never make contact. However, the development of the contactpattern of such gear sets is very difcult without computer support. So, in the past,most of these bevel gears were designed for multi-cut process where the two anks of each tooth could be corrected separately. Nowadays, most new bevel gear sets are designed by computer simulation in such way that each bevel gear can benished in single cut. multi-cut process may, however, be needed for various reasons, for example when there is desire to reduce the number of variants of the necessary toolversions, or when the t| Model Type | Helical gear boxes H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 9800.000000 |
| Ratio Range | 1 : 112…400 |
| Low Speed Output | Hollow shaft with keyway acc. to DIN 6885/1 |
| Nominal Torque | 725000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | A. Friedr. Flender AG & Co. KG |
| Country of Manufacture | North Korea |
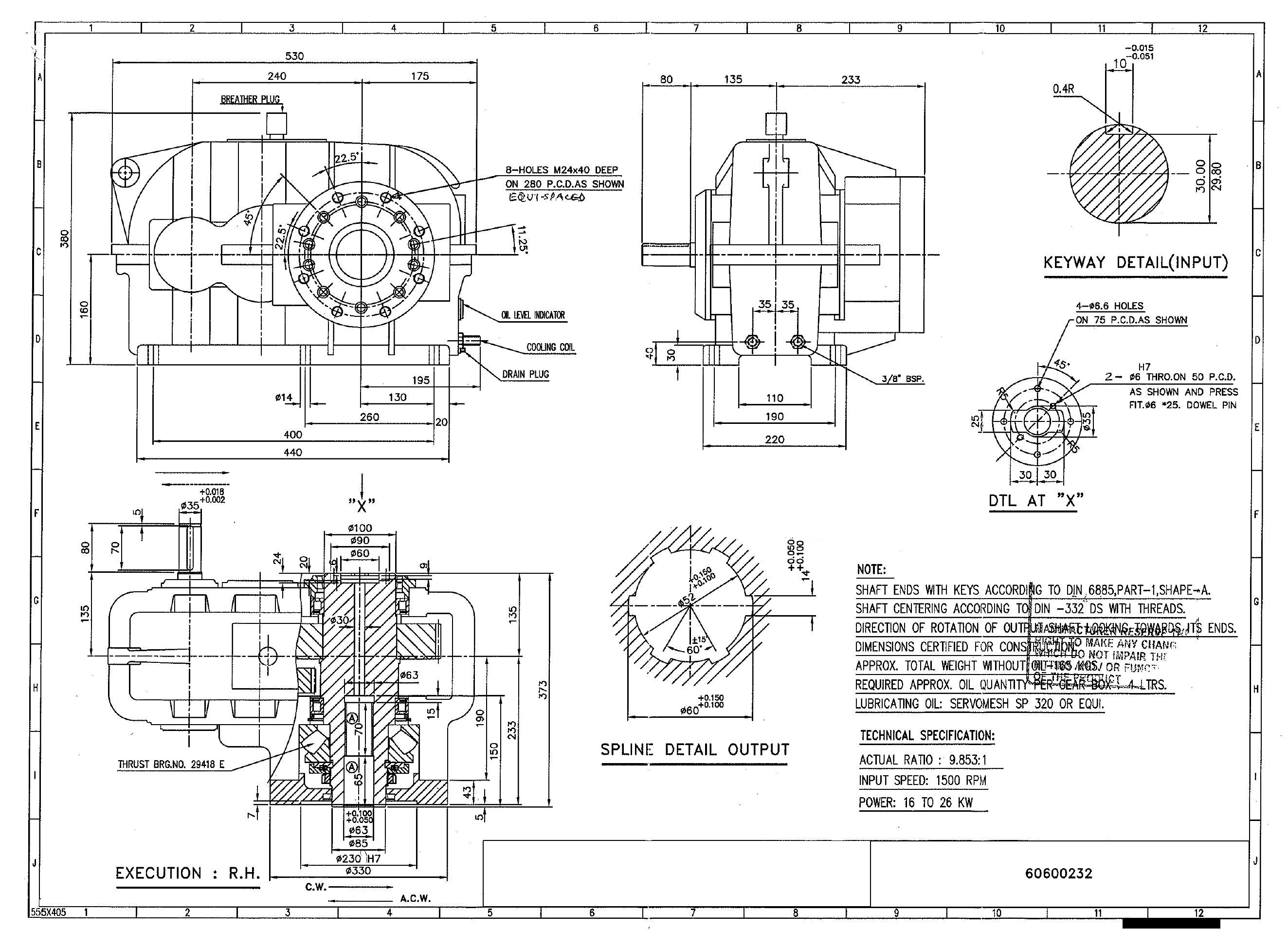
| Data Sheet & Drawings | H4-HH-24B olor RAL and an assortment of preferred colors ar Helical gear boxes H4 |
Related Products