
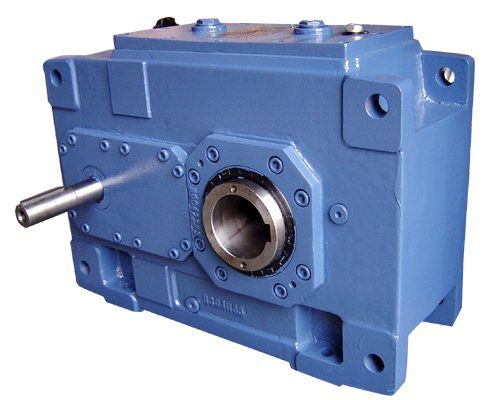




Helical gearbox H4 lications page Luffing gears Traveling gears H4-FV-22B
In stock
SKU
H4-FV-22B
$107,785.71
Flender/Flender Gear Units/Helical gearbox H4
lades. When tooth slot is machined, chip removal is similar to that in broaching because the blades are laterally offset one to another from the rst to the last, fth, blade group. This allows tooth slot to be nish cut
one to another from the rst to the last, fth, blade group. This allows tooth slot to be nish cut  in single revolution of the cutter head and the work piece to be rotated by one pitch in the sector
in single revolution of the cutter head and the work piece to be rotated by one pitch in the sector  without blades. So, there is no need to retract the constantly rotating cutter head from its position while cutting all
without blades. So, there is no need to retract the constantly rotating cutter head from its position while cutting all  teeth of gear. Compact Tool with Radially Non-adjustable Blades The cutter head and blades are machined from single piece of tool steel (SOLID cutter). Therefore, the cutting edges cannot be adjusted radially and are only be usable for given point width. The entire cutter head is consumed once the regrindable part of the blades has been used up. 6.2.3.3 Palloidhob The only tool for cutting spiral bevel gears which is not face cutter head, is the Palloid hob. The conical single-start hob (see Sect. 2. has pitch cone angle of Fig. 6.5 RIDG-ACcutter head with inserted prole blades6.2 Cutting of Spiral Bevel Gears 2 3/C1. On its conical body is single-start worm with lead of m0, which worm is provided with several straight utes to form the teeth of the hob (see Fig. 6.. This tool allows continuous indexing; however, the generating motion requires superimposed pivoting motion of the hob around the axis of the virtual crown gear. Depending on the required cutting length SF, which results from the face width of the bevel gear to be cut, hob from series , or is selected. These hobs are also graded according to module size and tooth thickness modications, and differ in their cutting direction and hand of lead. The cutting teeth of Palloidhob are relief-ground and only its front faces need regrinding in straight utes. So, the geometry of the individual hob tooth is preserved except for slight reduction in the hob diameter. To prolong tool life, the Palloidhob can be coated and after regrinding even recoated. 6.2.3.4 Stick Blad
teeth of gear. Compact Tool with Radially Non-adjustable Blades The cutter head and blades are machined from single piece of tool steel (SOLID cutter). Therefore, the cutting edges cannot be adjusted radially and are only be usable for given point width. The entire cutter head is consumed once the regrindable part of the blades has been used up. 6.2.3.3 Palloidhob The only tool for cutting spiral bevel gears which is not face cutter head, is the Palloid hob. The conical single-start hob (see Sect. 2. has pitch cone angle of Fig. 6.5 RIDG-ACcutter head with inserted prole blades6.2 Cutting of Spiral Bevel Gears 2 3/C1. On its conical body is single-start worm with lead of m0, which worm is provided with several straight utes to form the teeth of the hob (see Fig. 6.. This tool allows continuous indexing; however, the generating motion requires superimposed pivoting motion of the hob around the axis of the virtual crown gear. Depending on the required cutting length SF, which results from the face width of the bevel gear to be cut, hob from series , or is selected. These hobs are also graded according to module size and tooth thickness modications, and differ in their cutting direction and hand of lead. The cutting teeth of Palloidhob are relief-ground and only its front faces need regrinding in straight utes. So, the geometry of the individual hob tooth is preserved except for slight reduction in the hob diameter. To prolong tool life, the Palloidhob can be coated and after regrinding even recoated. 6.2.3.4 Stick Blad| Model Type | Helical gearbox H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 5030.000000 |
| Ratio Range | 1 : 112…400 |
| Low Speed Output | Flanged shaft |
| Nominal Torque | 470000 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | Flender Bocholt |
| Country of Manufacture | Germany |
| Data Sheet & Drawings | Helical gearbox H4 lications page Luffing gears Traveling gears H4-FV-22B |
Related Products



