




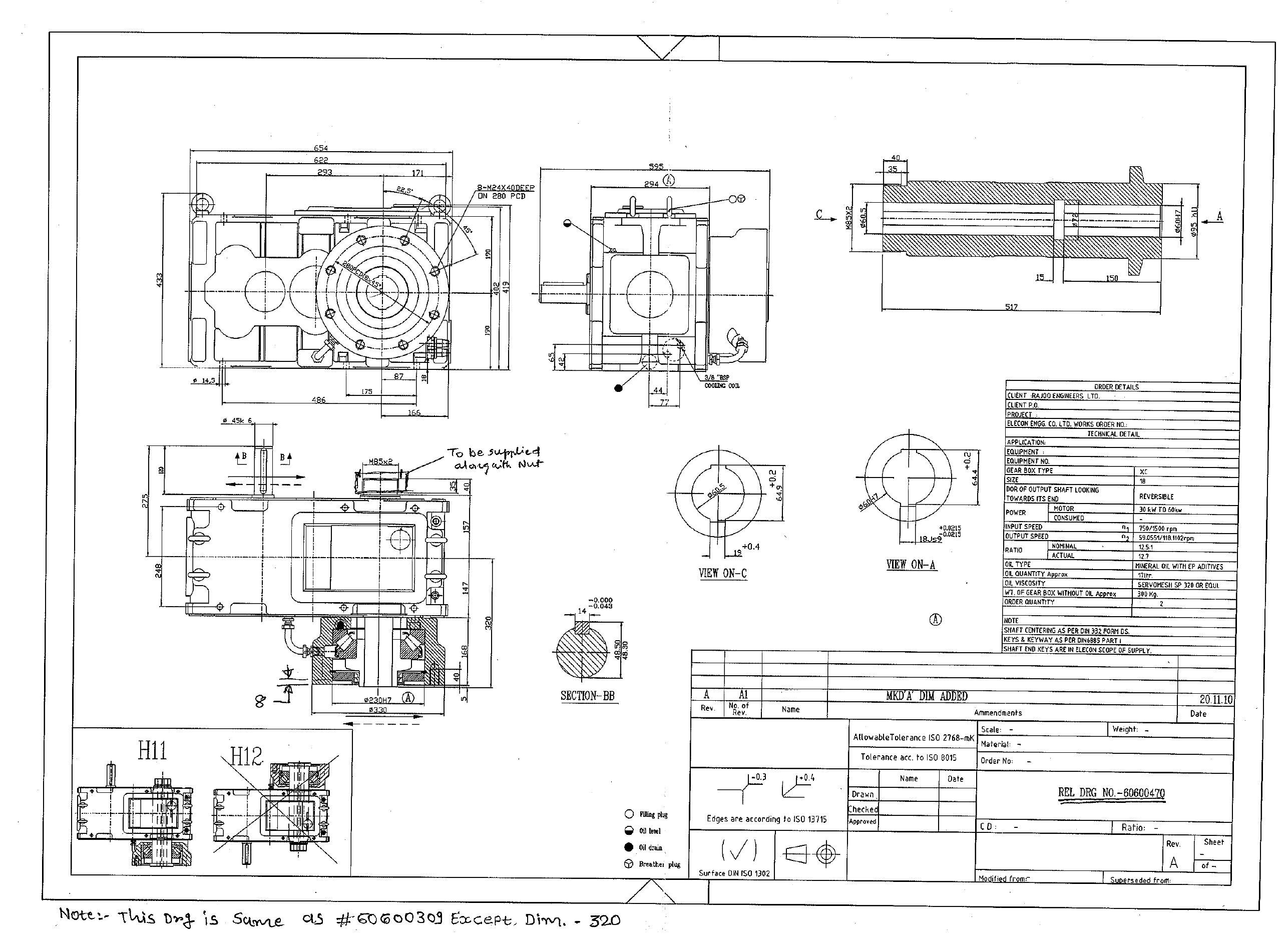

H4-DH-17-A nment expected must be taken into account when th Helical gear box H4
In stock
SKU
H4-DH-17-A
$74,464.29
Flender/Flender Gear Units/Helical gear box H4
illing system. The actual milling process involves grinding in the break system as would be done in the wheat our-milling process. Because of the short tempering time and high moisture Fig. 1 Degerming with rollermills. 3 Sarkar Table 8 Roll
process. Because of the short tempering time and high moisture Fig. 1 Degerming with rollermills. 3 Sarkar Table 8 Roll  Corrugation Specication in Europe Grinding Roll surface Corrugations Corrugation Roll Roll passages (mm/1 kg/2 ) (cm) spiral (%) disposition differential
Corrugation Specication in Europe Grinding Roll surface Corrugations Corrugation Roll Roll passages (mm/1 kg/2 ) (cm) spiral (%) disposition differential  1 Break 1 3 8 Dull/dull 1.5:1 2 Break 1.5 4 Sharp/sharp 2.5:1 3 Break 1 5 to Sharp/sharp 2.5:1
1 Break 1 3 8 Dull/dull 1.5:1 2 Break 1.5 4 Sharp/sharp 2.5:1 3 Break 1 5 to Sharp/sharp 2.5:1  Break 1 6 Sharp/sharp 2.5:1 Sizing 1.5 8 Sharp/sharp 2.5:1 Sizing 1 9 1 Sharp/sharp 2.5:1 on the surface, germ becomes loosened and, through grinding, it is removed in the initial breaks. The top screen of the sifter, which is generally perforated sheet metal cover,removes the germ-rich fraction. Wire meshes may become clogged, so they may not beused as top screens. Germ removal is followed by the next coarsest material, which is usually passed through the aspirators before being fed to the second-break passage. The aspirator takes out any loosened hulls. Because generally grits and coarse meals are intended to be pro- duced here, the granular material is passed through puriers to purify the grits. Sometimessome markets also require production of corn our; if this were requirement then somereduction rolls which are nely corrugated would be required in the ow. The extraction of grits and ner products is strongly correlated with the vitreousness of the corn. Generally speaking, the total extraction of grits and other ner granular prod- ucts, including our, which will pass through 6-wire mesh, may be up to 6%. For household-cooking grits the fat content obtained under this process is between 1.2 and1.5% on moisture-free basis. If grits with less than 1% fat content is required, then theextraction of this particular product may be around 4%. more comprehensive and modern corn mill owchart using rollermills for deger- mination, is shown in Fig. 1. The diagram shows four break passages
Break 1 6 Sharp/sharp 2.5:1 Sizing 1.5 8 Sharp/sharp 2.5:1 Sizing 1 9 1 Sharp/sharp 2.5:1 on the surface, germ becomes loosened and, through grinding, it is removed in the initial breaks. The top screen of the sifter, which is generally perforated sheet metal cover,removes the germ-rich fraction. Wire meshes may become clogged, so they may not beused as top screens. Germ removal is followed by the next coarsest material, which is usually passed through the aspirators before being fed to the second-break passage. The aspirator takes out any loosened hulls. Because generally grits and coarse meals are intended to be pro- duced here, the granular material is passed through puriers to purify the grits. Sometimessome markets also require production of corn our; if this were requirement then somereduction rolls which are nely corrugated would be required in the ow. The extraction of grits and ner products is strongly correlated with the vitreousness of the corn. Generally speaking, the total extraction of grits and other ner granular prod- ucts, including our, which will pass through 6-wire mesh, may be up to 6%. For household-cooking grits the fat content obtained under this process is between 1.2 and1.5% on moisture-free basis. If grits with less than 1% fat content is required, then theextraction of this particular product may be around 4%. more comprehensive and modern corn mill owchart using rollermills for deger- mination, is shown in Fig. 1. The diagram shows four break passages| Model Type | Helical gear box H4 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 3475.000000 |
| Ratio Range | 1 : 100…355 |
| Low Speed Output | Hollow shaft with shrink disk |
| Nominal Torque | 200000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender GmbH |
| Country of Manufacture | Luxembourg |
| Data Sheet & Drawings | H4-DH-17-A nment expected must be taken into account when th Helical gear box H4 |
Related Products




