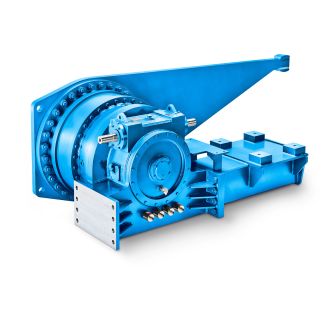



Flender/Flender Gear Units/Helical gear units H3
EAT DISTORTION EFFECTS AUTOMOTIVE GEARS Lapping or honing with abrasives AEROSPACE, MARINE, AND INDUSTRIAL GEARS Finish cutting and grinding, Including use of CM tooling; shot peening (aerospace gears) FINAL FINISHING AND INSPECTION Deburring; nondestructive material, backlash, and tooth contact testing
use of CM tooling; shot peening (aerospace gears) FINAL FINISHING AND INSPECTION Deburring; nondestructive material, backlash, and tooth contact testing  FORM GEAR TEETH ON GEAR BLANK Milling, shaping, broaching, hobbing, bevel gear generating, or other process HEAT TREATMENT TO INCREASE
FORM GEAR TEETH ON GEAR BLANK Milling, shaping, broaching, hobbing, bevel gear generating, or other process HEAT TREATMENT TO INCREASE  GEAR HARDNESS Carburizing, nitriding, or inductive heating; quenohing and tempering Figure 2-1 Gear manufacturing processes FORM GEAR BLANK Machining of
GEAR HARDNESS Carburizing, nitriding, or inductive heating; quenohing and tempering Figure 2-1 Gear manufacturing processes FORM GEAR BLANK Machining of  forging, casting, or cut bar stock 4 Cubic boron nitridean extremely hard abrasive material. Source: Compiled by the staff of the .. international Trade Commission based on Information from Illinois institute of Technology Gear Research institute, Speco Corp., and Ishikawalima-Harima Heavy Industries Co., Ltd. Milling machines can be used to rough cut the gear teeth. Further profiling of the gear teeth may be done by hobbers, shapers, or shavers. Hobbers are special machines for cutting gear teeth using cutting tool called hob. hob is cylindrical with multiple rows of teeth following helical path around the base. The hobber moves the gear blank in tandem with the rotation of the hob, generating curved gear tooth profile. Shapers generate tooth form by rotating workpiece between reciprocating strokes of cutting tool that resembles gear. Shavers are used to improve the accuracy and/or uniformity of the gear tooth following gear-cutting operations, but prior to hardening in heat treatment The shaver uses serrated-edge cutting tool in the shape of gear with helical teeth to "shave" small amounts of metal from the gear. Increasingly, production of spur, helical, and other gears is performed on computer-controlled machine tools that allow the operator to program the gear specifications into the machine that will produce the gear. Beca
forging, casting, or cut bar stock 4 Cubic boron nitridean extremely hard abrasive material. Source: Compiled by the staff of the .. international Trade Commission based on Information from Illinois institute of Technology Gear Research institute, Speco Corp., and Ishikawalima-Harima Heavy Industries Co., Ltd. Milling machines can be used to rough cut the gear teeth. Further profiling of the gear teeth may be done by hobbers, shapers, or shavers. Hobbers are special machines for cutting gear teeth using cutting tool called hob. hob is cylindrical with multiple rows of teeth following helical path around the base. The hobber moves the gear blank in tandem with the rotation of the hob, generating curved gear tooth profile. Shapers generate tooth form by rotating workpiece between reciprocating strokes of cutting tool that resembles gear. Shavers are used to improve the accuracy and/or uniformity of the gear tooth following gear-cutting operations, but prior to hardening in heat treatment The shaver uses serrated-edge cutting tool in the shape of gear with helical teeth to "shave" small amounts of metal from the gear. Increasingly, production of spur, helical, and other gears is performed on computer-controlled machine tools that allow the operator to program the gear specifications into the machine that will produce the gear. Beca| Model Type | Helical gear units H3 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 540.000000 |
| Ratio Range | 1 : 25…90 |
| Low Speed Output | Hollow shaft with shrink disk |
| Nominal Torque | 21700 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | PT Flenindo Aditransimisi |
| Country of Manufacture | Chile |
| Data Sheet & Drawings | H3-DV-7-D flander gearbox Helical gear units H3 |
Related Products