




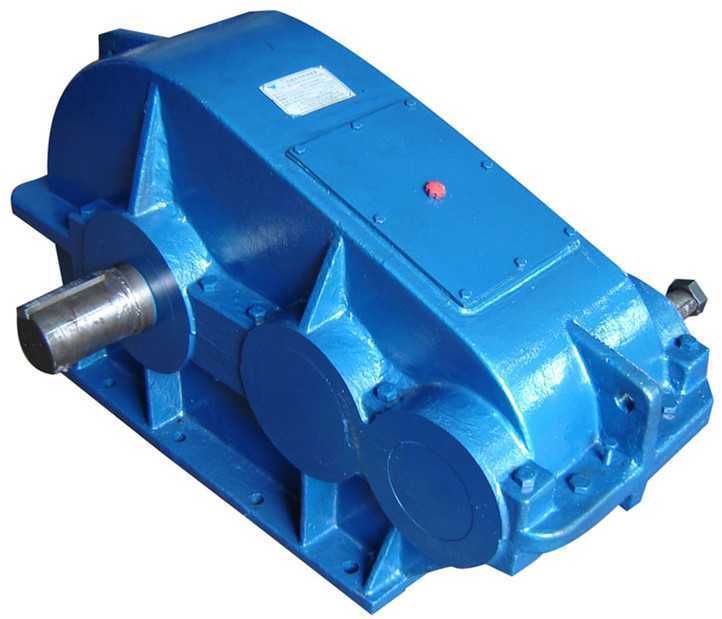

H2CH-5-C flender siemens Helical gear Reduction Box H2
In stock
SKU
H2CH-5-C
$6,428.57
Flender/Flender Gear Units/Helical gear Reduction Box H2
2/2 | Cover Story hen it comes to CO 2 emissions, the numbers are staggering: For every ton of cement man- ufactured some 7 tons of CO 2 are emitted. For the typical German plant producing 3,0 tons of cement
man- ufactured some 7 tons of CO 2 are emitted. For the typical German plant producing 3,0 tons of cement  per day, this equates to 2,1 tons of CO 2, and for large plants in Asia where pro- duction of
per day, this equates to 2,1 tons of CO 2, and for large plants in Asia where pro- duction of  1,0 tons per day is not uncommon, 7,0 tons of CO 2 are emit- ted. And this day after day,
1,0 tons per day is not uncommon, 7,0 tons of CO 2 are emit- ted. And this day after day,  underlines Schletterer. Two-thirds of these emis- sions result from the chemical transition of limestone into cement; the remaining third comes from energy consumption. Siemens therefore works with its customers to get CO 2 emissions from the plant itself as low as possible. Since drive technology is responsible for more than 9 percent of cement works electrical energy requirements, the focus is usually on the introduction of energy-efficient motors, says Schletterer. Depending on the applica- tion, Siemens motors can reduce power loss by up to 4 percent. Furthermore, variable-speed drives are used with fre- quency converters, which adjust the rate of flow to the actual need. Here, up to 7 percent savings are possible.Through the use of Cemat, Siemens process control system for the cement industry, processes are continually op-timized, also in regard to energy use. Another area in which Cemat has an impact is fuel consumption through optimization of the kiln fuel feed, wheth- er fossil or alternative fuels are used. Cemat makes great contribution to plant reliability, says Schletterer, es- pecially in view of the fact that many plants run for 5 years and longer. Cemat automation was introduced to the market 3 years ago, and all along it has been further developed. Large cement players such as Holcim, Lafarge and HeidelbergCement have been using the software for their global operations for many years, says Schletterer. The software is adapted to the customers needs, all the way to the user interface, which can be customized to go with the customers corpo
underlines Schletterer. Two-thirds of these emis- sions result from the chemical transition of limestone into cement; the remaining third comes from energy consumption. Siemens therefore works with its customers to get CO 2 emissions from the plant itself as low as possible. Since drive technology is responsible for more than 9 percent of cement works electrical energy requirements, the focus is usually on the introduction of energy-efficient motors, says Schletterer. Depending on the applica- tion, Siemens motors can reduce power loss by up to 4 percent. Furthermore, variable-speed drives are used with fre- quency converters, which adjust the rate of flow to the actual need. Here, up to 7 percent savings are possible.Through the use of Cemat, Siemens process control system for the cement industry, processes are continually op-timized, also in regard to energy use. Another area in which Cemat has an impact is fuel consumption through optimization of the kiln fuel feed, wheth- er fossil or alternative fuels are used. Cemat makes great contribution to plant reliability, says Schletterer, es- pecially in view of the fact that many plants run for 5 years and longer. Cemat automation was introduced to the market 3 years ago, and all along it has been further developed. Large cement players such as Holcim, Lafarge and HeidelbergCement have been using the software for their global operations for many years, says Schletterer. The software is adapted to the customers needs, all the way to the user interface, which can be customized to go with the customers corpo| Model Type | Helical gear Reduction Box H2 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 300.000000 |
| Ratio Range | 1 : 6.3…22.4 |
| Low Speed Output | Solid shaft without parallel key |
| Nominal Torque | 11200 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Ges.m.b.H. |
| Country of Manufacture | Nicaragua |
| Data Sheet & Drawings | H2CH-5-C flender siemens Helical gear Reduction Box H2 |
Related Products




