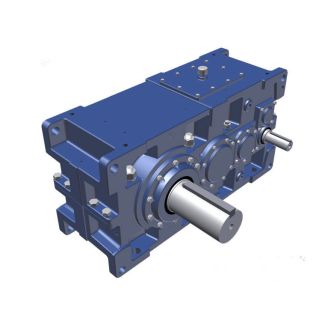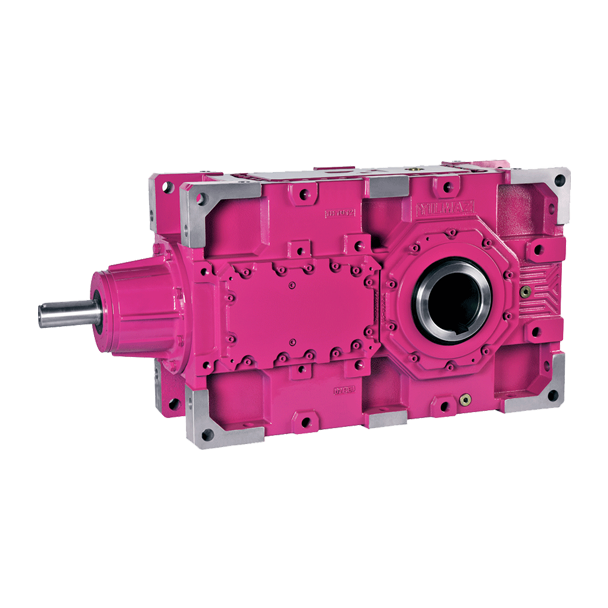


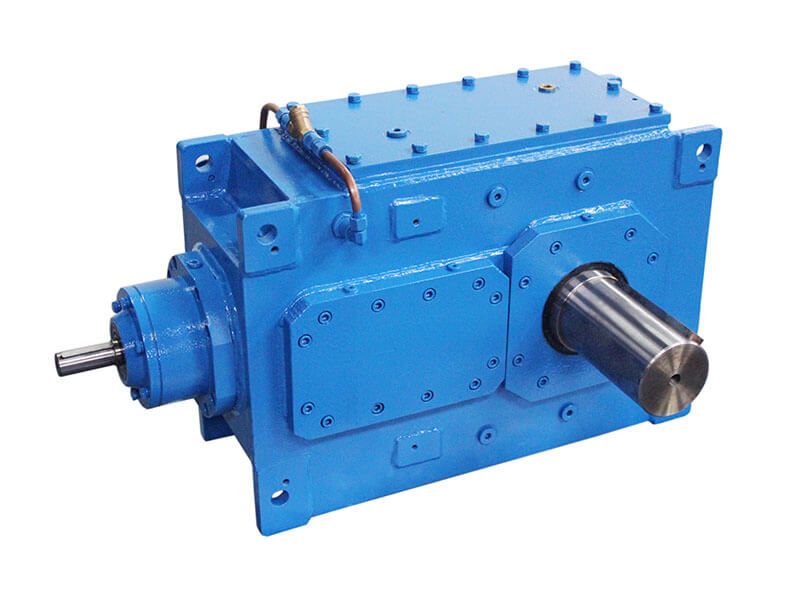



Helical gearbox H1 giunti flender n eupex H1-SV-5-D
In stock
SKU
H1-SV-5-D
$6,471.43
Flender/Flender Gear Units/Helical gearbox H1
- ing surface to exhaust gas mass, it was possible to remove the majority of the batch &st from the exhaust gases and return this dust to the tank.The dust particles remain settled on the re heated cullet during this
exhaust gases and return this dust to the tank.The dust particles remain settled on the re heated cullet during this  rocess and are thus filtered out. Upon entering the flue-gas purilca; tion plant after leaving tie cullet preheating zone, the
rocess and are thus filtered out. Upon entering the flue-gas purilca; tion plant after leaving tie cullet preheating zone, the  exhaust,gases have temperature of only approx. 3 ", which is very low compared to regenerative tanks. The work aimed at
exhaust,gases have temperature of only approx. 3 ", which is very low compared to regenerative tanks. The work aimed at  optimising the tank has led to ittoday producing very ood qualityof glass at full capacity. Although the specificenergy consumption of 3 kJ/kg gqassdoes not exactly match the expected values, it is certainly no worse than that of the best regenerative tanks. Thus, the objective has been achieved in almost all respects. Only the dust output could not be reduced to 5 mg/Nm3, meaning that the tank must still befitted with downstream flue-gas purifier for dust in future. However, due to the fact that the exhaust gas temperatures down- streamofthecullet preheaterarevery low,thiscould alsoconsistofa relativelylow-priced cloth filter. the machines in sufficient quantities and acceptable quality. As result, we now have to sim- plify the desi of the tank, based on the knowledge gained during the optimisation phase, in .such way ttat the,costs for such melting unit are no higher than for regenerative tank. Because the costs for purification of the exhaust gas are definitely lower, the second genera- tion of these melting units will be considerably more economical than all othertanks currently to be found on the market. We believethatwe can timise the tanks even further, particularly by modifying the flows, so that they can be upgragd to even higher specific loads. 1 Duration: 0 1 8 - 3 1 1.9 0 ZH8 Subject: Reduction of NOx emissions from glass melting tanks by means of high-temperature reduction with ammonia Research centre: Henkel KGaA Henkelstrasse 6,4 Dusseldorf Government sponsor
optimising the tank has led to ittoday producing very ood qualityof glass at full capacity. Although the specificenergy consumption of 3 kJ/kg gqassdoes not exactly match the expected values, it is certainly no worse than that of the best regenerative tanks. Thus, the objective has been achieved in almost all respects. Only the dust output could not be reduced to 5 mg/Nm3, meaning that the tank must still befitted with downstream flue-gas purifier for dust in future. However, due to the fact that the exhaust gas temperatures down- streamofthecullet preheaterarevery low,thiscould alsoconsistofa relativelylow-priced cloth filter. the machines in sufficient quantities and acceptable quality. As result, we now have to sim- plify the desi of the tank, based on the knowledge gained during the optimisation phase, in .such way ttat the,costs for such melting unit are no higher than for regenerative tank. Because the costs for purification of the exhaust gas are definitely lower, the second genera- tion of these melting units will be considerably more economical than all othertanks currently to be found on the market. We believethatwe can timise the tanks even further, particularly by modifying the flows, so that they can be upgragd to even higher specific loads. 1 Duration: 0 1 8 - 3 1 1.9 0 ZH8 Subject: Reduction of NOx emissions from glass melting tanks by means of high-temperature reduction with ammonia Research centre: Henkel KGaA Henkelstrasse 6,4 Dusseldorf Government sponsor| Model Type | Helical gearbox H1 |
|---|---|
| Gear Type | Helical Gear |
| Weight (kg) | 302.000000 |
| Ratio Range | 1 : 1.25…5.6 |
| Low Speed Output | Solid shaft with parallel key acc. to DIN 6885/1 |
| Nominal Torque | 9600 Nm |
| Mounting Arrangements | Vertical mounting position |
| Manufacturer | flanders electric peru s a c |
| Country of Manufacture | China |
| Data Sheet & Drawings | Helical gearbox H1 giunti flender n eupex H1-SV-5-D |
Related Products