





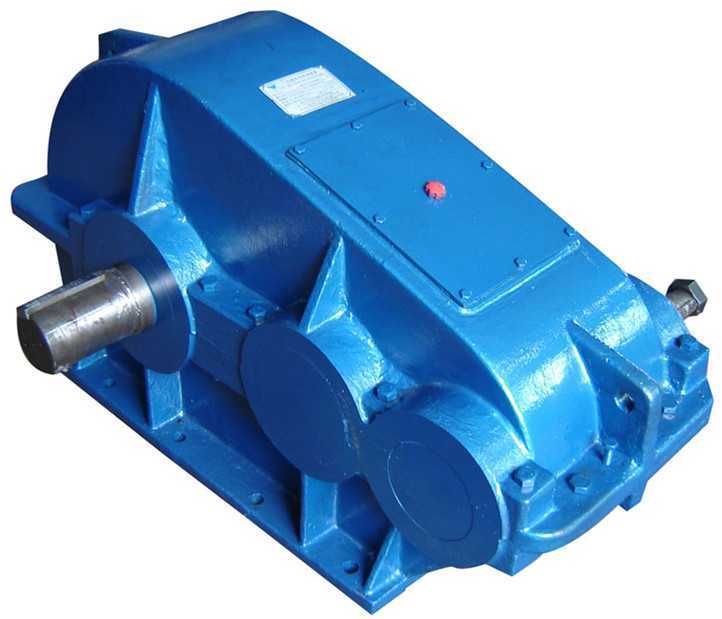
the configurator using the Other cooling option B4KH-17-C Bevel-helical speed reduction gearboxes B4
In stock
SKU
B4KH-17-C
$100,607.14
Flender/Flender Gear Units/Bevel-helical speed reduction gearboxes B4
use of the drive toward producing gears with closer tolerances, computer-controlled machine tools are becoming standard in the industry. Bevel and hypoid gear teeth are cut on special, multiaxis machine tools. Because of the complexity of the operations they perform,
and hypoid gear teeth are cut on special, multiaxis machine tools. Because of the complexity of the operations they perform,  these machine tools have electronic controls. Only recently have these machines incorporated computer controls. Depending upon the application of the
these machine tools have electronic controls. Only recently have these machines incorporated computer controls. Depending upon the application of the  gear, inspection during or after each machining operation may be performed. In high-volume manufacturing of gears, statistical sampling may be
gear, inspection during or after each machining operation may be performed. In high-volume manufacturing of gears, statistical sampling may be  used to check that gear teeth are being cut to uniform specifications. Surface Treatment Surface treatment includes heat treating, lapping, and grinding. After the gear teeth are cut, the gear may be heat-treated to harden the gear surface and increase both wear and fatigue resistance. Heat treatment also relieves stresses built up in the gear during previous machining operations. Heat treatment involves placing the gear in special furnaces that diffuse carbon or nitrogen atoms into the gear surface. Carburizing is done in gas atmospheres at temperatures ranging 2-2 from 1,6F to 1,8F, and may take up to 2 hours. The gear is then quenched in oil, usually in quenching press. The interior of the press contains mold similar to the shape of the gear, so the gear, which may have changed shape slightly while being heated, is forced back to its original shape. Even so, some dimensional distortion may still occur. Nitrating isperformed at lower temperatures, approximately 1,0 . It is much slower process, and may take up to 1 days. The resulting hardened surface is not as thick as with carburizing. However, nitrating does not require quenching in oil after heat treatment and any dimensional distortions are minimal. After heat treatment, the gear may be lapped or honed with an abrasive compound. The lapping process polishes the surfaces of the gear, corrects minor distortional er
used to check that gear teeth are being cut to uniform specifications. Surface Treatment Surface treatment includes heat treating, lapping, and grinding. After the gear teeth are cut, the gear may be heat-treated to harden the gear surface and increase both wear and fatigue resistance. Heat treatment also relieves stresses built up in the gear during previous machining operations. Heat treatment involves placing the gear in special furnaces that diffuse carbon or nitrogen atoms into the gear surface. Carburizing is done in gas atmospheres at temperatures ranging 2-2 from 1,6F to 1,8F, and may take up to 2 hours. The gear is then quenched in oil, usually in quenching press. The interior of the press contains mold similar to the shape of the gear, so the gear, which may have changed shape slightly while being heated, is forced back to its original shape. Even so, some dimensional distortion may still occur. Nitrating isperformed at lower temperatures, approximately 1,0 . It is much slower process, and may take up to 1 days. The resulting hardened surface is not as thick as with carburizing. However, nitrating does not require quenching in oil after heat treatment and any dimensional distortions are minimal. After heat treatment, the gear may be lapped or honed with an abrasive compound. The lapping process polishes the surfaces of the gear, corrects minor distortional er| Model Type | Bevel-helical speed reduction gearboxes B4 |
|---|---|
| Gear Type | Bevel Helical Gear |
| Weight (kg) | 4695.000000 |
| Ratio Range | 1 : 80…315 |
| Low Speed Output | Hollow shaft with spline acc. to DIN 5480 |
| Nominal Torque | 200000 Nm |
| Mounting Arrangements | Horizontal mounting position |
| Manufacturer | Flender Brasil Ltda |
| Country of Manufacture | Latvia |
| Data Sheet & Drawings | the configurator using the Other cooling option B4KH-17-C Bevel-helical speed reduction gearboxes B4 |
Related Products




